
50Hz Heavy-Duty Drainage and Slurry Pumps
In this brochure, you will find an overview of all Grindex pumps, highlighting the specifics of each pump. Hopefully, this will make it easier to choose the pump that suits your application.
You have successfully submitted your enquiry. Someone from our company will respond ASAP

Grindex’s submersible drainage and sludge pumps have been used in the mining and construction industries since 1960.
The company invented and patented the world’s first air valve in 1960, which allows its pumps to run unsupervised for longer periods.
Grindex’s wide range of pumping solutions delivers high levels of reliability, durability and dependability in demanding industrial applications.
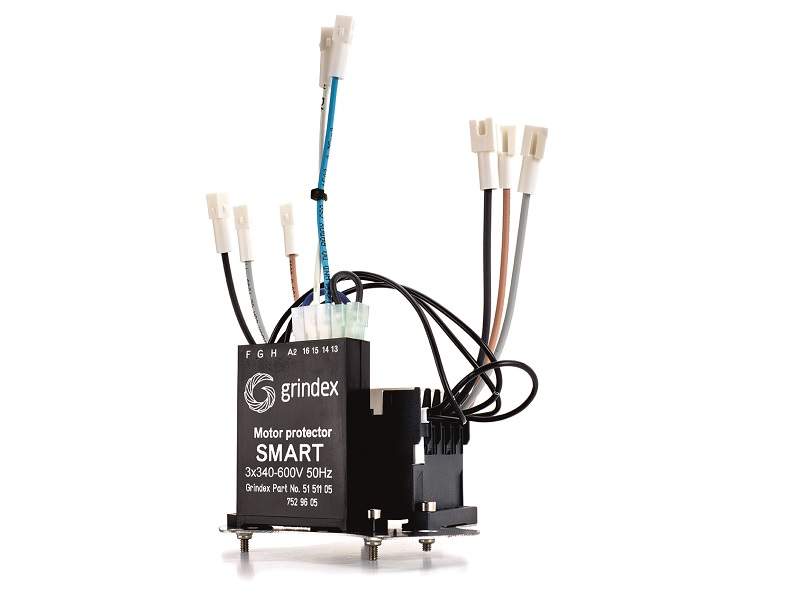
First developed in 1990, the company’s SMART electronic surveillance system is a vital element and with its three-fold motor protection, it shields the pumps from electrical problems.







Thanks to high-performance wear-resistance, Grindex’s wear and hydraulic parts help to prolong the lifespan and optimise its pump equipment.
Grindex’s drainage pumps are made for professional applications in adverse environments such as mines, construction sites, tunnel sites, rental applications and other demanding industries.
A drainage pump is suitable when you need to pump large quantities of dirty water, such as:
The pumps can run dry without problems due to a unique valve that enables air cooling of the motor.
Made for continuous, unattended operations, Grindex sludge pumps provide a reliable and dependable performance in demanding applications worldwide.
With industrial strength, they suitable for pumping water with a high solids content up to 80mm such as many types of mud and sludge, in addition to light slurry.
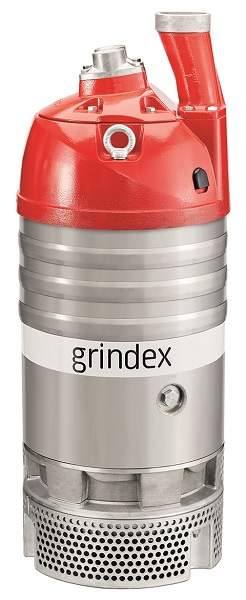
Inox is a range of submersible drainage and sludge pumps constructed from stainless-steel, pumps that prove their reliability 24/7 in adverse applications.
Capable of handling extremely corrosive fluids with pH 2-10, Inox pumps are intended for use in demanding applications that normally damage conventional pumps, such as mines and process industries.
Grindex slurry pumps provide an effective solution for challenging applications and offer a high return on investment.
They are suitable for applications in dredging, quarries, mines, cleaning of settling ponds, and other applications and industries that need pumping solutions with very high durability.
As a result, each part of the Bravo pump is made for maximum endurance and reliability.
In this brochure, you will find an overview of all Grindex pumps, highlighting the specifics of each pump. Hopefully, this will make it easier to choose the pump that suits your application.
With Grindex pumps, you minimize the need for maintenance, reduce the number of unplanned and planned service standstills, and experience a prolonged equipment lifespan.
With Grindex pumps, you minimize the need for maintenance, reduce the number of unplanned and planned service standstills, and experience a prolonged equipment lifespan.

The Escondida copper-gold-silver mine is located in the Atacama Desert, Chile.

Collahuasi copper mine is situated in northern Chile, about 180km southeast of the port of Iquique, at an altitude of 4,000m.
The Antamina copper-zinc mine is located in the Andes Mountains of Peru, approximately 285km north of Lima in the Depart

Radomiro Tomic was the first mine to have been entirely developed by the Chilean state copper-mining company, Codelco. L

Exploring for barytes in Santa Cruz province, Argentina’s geological survey identified gold mineralisation at Cerro Vang

The Lomas Bayas copper mine is in the Atacama Desert of north Chile in the San Cristobal mountains. The mine is at an el

Some 45km from Cajamarca in northern Peru, at an altitude of 4,700m, Minera Yanacocha operates a complex of five gold mi

The Zaldívar porphyry copper deposit is located in Andean Precordillera in northern Chile, approximately 1,400km north o

The Bajo de la Alumbrera (Alumbrera) copper-gold mine in Argentina is owned and operated by Minera Alumbrera (MAA). It c
Samarco Mineracão's Alegria iron ore mine is in Brazil's Iron Quadrangle, about 4.5km north of the depleted Germa
The market demand for small, affordable pumps is increasing. In line with this, Grindex is introducing the Primo line.
During Bauma 2016, Grindex released the new Maxi-H-Lite and a digital tool based on augmented reality. The tool equips users with X-ray vision of the products and with state-of-the-art tools.
Grindex, a world leader in electrical submersible pumps, launched a digital tool based on augmented reality.
Grindex, a world leader in electrical submersible pumps, is now launching Grindex Maxi H-Lite. With a 25kW motor it's a robust, reliable and ideal pump for heavy-duty drainage applications.
Grindex, a world leader in electrical submersible pumps, is now launching Grindex Mega Inox, a 90kW (50Hz) and 134Hp (60Hz) pump manufactured completely in stainless-steel.
Grindex, a world leader in electrical submersible pumps, is now launching the Grindex Maxi SH. With a 37kW (50Hz) or 58hp (60Hz) motor it’s a robust, reliable and ideal pump for high head drainage applications. Its time-tested two-stage-impeller hydraulic, scaled up from Master SH, enables total heads up to 140m (50Hz) or 500ft (60Hz).
Grindex, a world leader in electrical submersible pumps, exhibited at Conexpo in Las Vegas, Nevada, US, exhibiting the latest product releases from Grindex and the innovative digital tool based on augmented reality.

Grindex drainage pumps are used in applications such as tunnelling, mining, and construction.

Based on the same design as our drainage pumps, sludge pumps come into action when the liquid gets dirtier and can't be handled by the drainage pumps.

All Bravo pumps can handle liquids with pH 5.5-14 and are extremely wear-resistant, thanks to the use of Hard Iron™ and the low shaft speed.

Grindex supplies Inox, a range of submersible drainage and sludge pumps made of stainless-steel, for use in mines and material processing.

Grindex's unique accessories are designed and manufactured specifically to fit our pumps, enhancing their efficiency and flexibility even more.

With more than 55 years of experience supplying drainage and sludge pumps for some of the world's most demanding sites, Grindex takes pride in developing reliable pumps for the harshest conditions.