West River Partners an Applied Industrial Technologies To Sell Conveyor Equipment in Canada
West River Conveyors has recently partnered with Applied Industrial Technologies in Canada to sell conveyor equipment into the Canadian mining market. The partnership, which began a few months ago, has turned into some new business already.
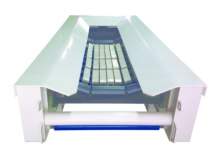
Applied, who already has an existing customer base in Canada, sold a custom-designed belt storage unit to one of their customers. This storage unit, totally custom to an underground potash operation, was designed with heavy-duty steel to withstand the most demanding underground conditions. Constructed for a 48" belt in a double decker design, the unit featured 14 pulleys with the capability of storing approximately 435 feet of live belt.
Working with Applied and their customer, West River engineers designed a unit to solve their current issue. The belt storage unit was designed to mount to the roof of the mine and included safety guarding around the pulleys. Disassembled and shipped to the customer’s facility, the unit is set to be installed in a few weeks.
West River engineer Jason Coleman said "The storage unit is extremely custom and extremely heavy-duty. The design features a hydraulic cylinder unmatched by our competitors. We are so proud of this massive piece of equipment and look forward to the installation." West River is proud to partner with Applied to sell more of this type of equipment throughout Canada.
Joe Street, VP Sales for West River said "We couldn’t have found a better group to work with than the folks at Applied. When offering superior products through a company that also has superior products, the opportunities are endless."