
AViTEQ's Vibration Technology Services Increase Efficiency and Reduce Costs
Download the free brochure to read how AViTEQ's vibration technology design, machinery and servicing could improve your business's efficiency and profits.
AViTEQ Vibrationstechnik supplies complete process engineering systems in the field of vibration technology and associated drive components. These vibration systems have decisive advantages in the mining industry in comparison with conventional conveyor technology.
You have successfully submitted your enquiry. Someone from our company will respond ASAP

AViTEQ Vibrationstechnik supplies complete process engineering systems in the field of vibration technology and associated drive components. These vibration systems have decisive advantages in the mining industry in comparison with conventional conveyor technology, in respect of design, safety and productivity improvement.
Mine operations have adverse conditions with abrasive bulk materials and prolonged exposure to dust. AViTEQ systems are optimised for conditions in mines, foundries, pits, quarries, iron and steel production. The company offer robust designs, low-wear lining and durability.
AViTEQ offers products that are suitable for an extensive range of applications, so are useful whether you want to discharge, batch, load, dose, dewater, heat, horizontally and vertically convey, cool, classify, sort, arrange, shake and loosen, screen, sort and unsort storage, separate, dry, compact or feed.









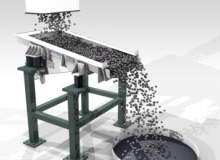
Gravel, sand, coal and many basic materials must cover a long path before they are suitable for further processing. Vibration conveyors are an important part of this process, as they drain the excavated sand, screen gravel according to grain sizes, take the fine-grained material load off breakers or mills and assist in the cleaning of wash water. They are ideal for use in the basic materials industry, where vibration conveyors are characterised by their wear-poor, rugged construction and lifetime duration. Precise screening to grain sizes, high service and temperature-resistance are also advantages of vibration technology.
Underground mining operations demand the highest levels of safety and AViTEQ’s products comply with the most stringent criteria. The company guarantees security and value for its products and services.
AViTEQ Vibrations technology offers products in a variety of categories.
The company’s experience in industrial vibration can also be applied to the screening practice. AViTEQ’s delivery programme also focuses on screening machines for a multitude of tasks. The company’s screening machines have been delivered to the market and run to the full satisfaction of the users, including:
Vibrating conveyors are suitable for conveying and metering of pourable bulk material up to almost any particle size. Ensuring a robust and open, trough-shaped structure makes particularly suitable conveyors in extreme environmental conditions. Vibrating conveyors are highly suitable to be used as hopper discharge units. Here, the vibrating conveyor joins the application closing, discharging, conveying and dosing mechanism in one unit.
AViTEQ’s vibrating conveyors include:
Mined raw materials can be divided into three major groups: elementary, for metallurgy and chemistry such as gold, iron ore and haematite; energy, such as hydrocarbons, crude oil and natural gas; and special property, such as industrial minerals, stones, soils, bulk raw materials and precious stones.
AViTEQ offers weighing equipment for these types of bulk materials, including:
AViTEQ components are known throughout the world for their ruggedness and durability, and use high-quality materials in machines and components. The high-quality designs, durability of materials, low maintenance costs, a high level of operational reliability and intelligent design solutions provide long-term value through performance and service life.
AViTEQ provides:
AViTEQ Vibrationstechnik is renowned for the ruggedness of its products and, if customers require any assistance, the company provides support services, which include:
Download the free brochure to read how AViTEQ's vibration technology design, machinery and servicing could improve your business's efficiency and profits.
AViTEQ designed a new dry discharge vibro-separation conveyor for KEZO recycling plant to handle dry ash at extremely high temperatures. Download the free case study to read more about AViTEQ's thermorecycling services and how the company designs process-specific equipment.

AViTEQ screens divide material into several bulk grain size ranges, seven small amounts of oversize or undersize, or separate material from impurities and foreign matter from the screenings. Vibrating screens work with directed vibrations / amplitudes.

AViTEQ dewatering screens are designed as linear vibrating devices for drainage of sand, kieserite, limestone, etc., even to depart insoluble contaminants from wash water or carrier liquids.

AViTEQ hopper discharge unit is used below hoppers, silos, bunkers or bulk containers for flowable bulk materials and serves as a combined closure, discharge, transportation and metering device. It is used where high material flows are required.
AViTEQ trough conveyors are suitable for conveying and metering of pourable bulk materials of almost any particle size. With its robust and open, trough-shaped structure, they are particularly suitable conveyors for operating in adverse environmental conditions.

AViTEQ grizzly screens are robust, durable, bulk material adapted heavy workers, which are used as discharge units with integrated screening function below a silo, hopper or bunker, or as functional organs to feed belts or crushers.