
Range of Mineral Analysers
This white paper contains details about Blue Cube's range of mineral analysers, which includes Blue Cube MQi Slurry Analyser, the Blue Cube Tempo Track, and Blue Cube MQi Hydromet Analyser.

You have successfully submitted your enquiry. Someone from our company will respond ASAP
As the largest producer of sodium cyanide in the world, Draslovka is a global organization of chemistry experts and innovators dedicated to the future of our planet. We deliver innovative services that enable our mining clients to achieve their goals while minimizing their environmental impact.
Using cutting-edge technology, we are leading the change towards sustainability in the mining industry with solutions such as Glycine Leaching Technology, AI-based setpoint advisory software, and our unique, in-line mineral analyzers which leverage machine learning and DRS technology to provide real-time insights for process optimization.
We are a Czech-based, family-owned company with business units in 7 territories and sales teams in more than 80 countries. We provide our clients with the largest and most robust network of expert support, in addition to operating the largest distribution network in the Americas. Our team has more than 200 years of collective experience, with extensive metallurgical expertise.
While we have a rich heritage in hydrogen cyanide production and chemistry, our ambition to leave the planet better than we found it is the driving force behind our growing portfolio of investments in breakthrough mining technologies.






Innovation is at the core of our company culture, and we are always exploring new ways to improve our products and processes by reimagining what’s possible. We invest heavily in research and development to create innovative solutions that promote the responsible stewardship of natural resources and create new realms of possibility. Our Mining Innovation Centre is continuously developing breakthrough technologies to future-proof our clients’ mining operations.
Developed with Curtin University, GLT is a revolutionary new metal leaching technology which combines glycine (a non-toxic chemical), with sodium cyanide for the enhanced recovery of gold & other precious metals (using GlyCatTM) as well as copper, nickel & cobalt (using GlyLeachTM).
GlyCatTM excels at handling high cyanide consuming ores containing base metals and pyrite, because glycine acts synergistically with cyanide through smart chemistry that results in significantly less cyanide being required to leach gold and other precious metals. GlyCatTM provides substantial benefits, namely: up to 90% reduction in cyanide consumption, up to 50% reduction in processing costs, improved recovery of some minerals such as tellurides, as well as boosting ESG through reducing the need for detoxification.
GlyLeachTM selectively leaches base metals such as nickel, cobalt and copper. It’s an environmentally friendly and sustainable process that provides more targeted and efficient leaching at a lower cost. GlyLeach™ has the remarkable ability to unlock carbonate hosted copper oxide deposits. These deposits, which were previously inaccessible through traditional acid leaching methods due to excessive acid usage, can now be processed profitably. Because glycine is a more selective lixiviant than acid, almost no non-target metals like magnesium or iron are extracted in the process. GlyLeach™ enables production from tailings at a lower cost, and in a more environmentally friendly way.
As a primary reagent, glycine is environmentally friendly and can be recycled and re-used, providing a major cost advantage over and above the reduction of cyanide consumption.
Our range of Blue Cube Analyzers include mineral process analysers, slurry stream analysers, chrome analysers, copper analysers and silica analysers.
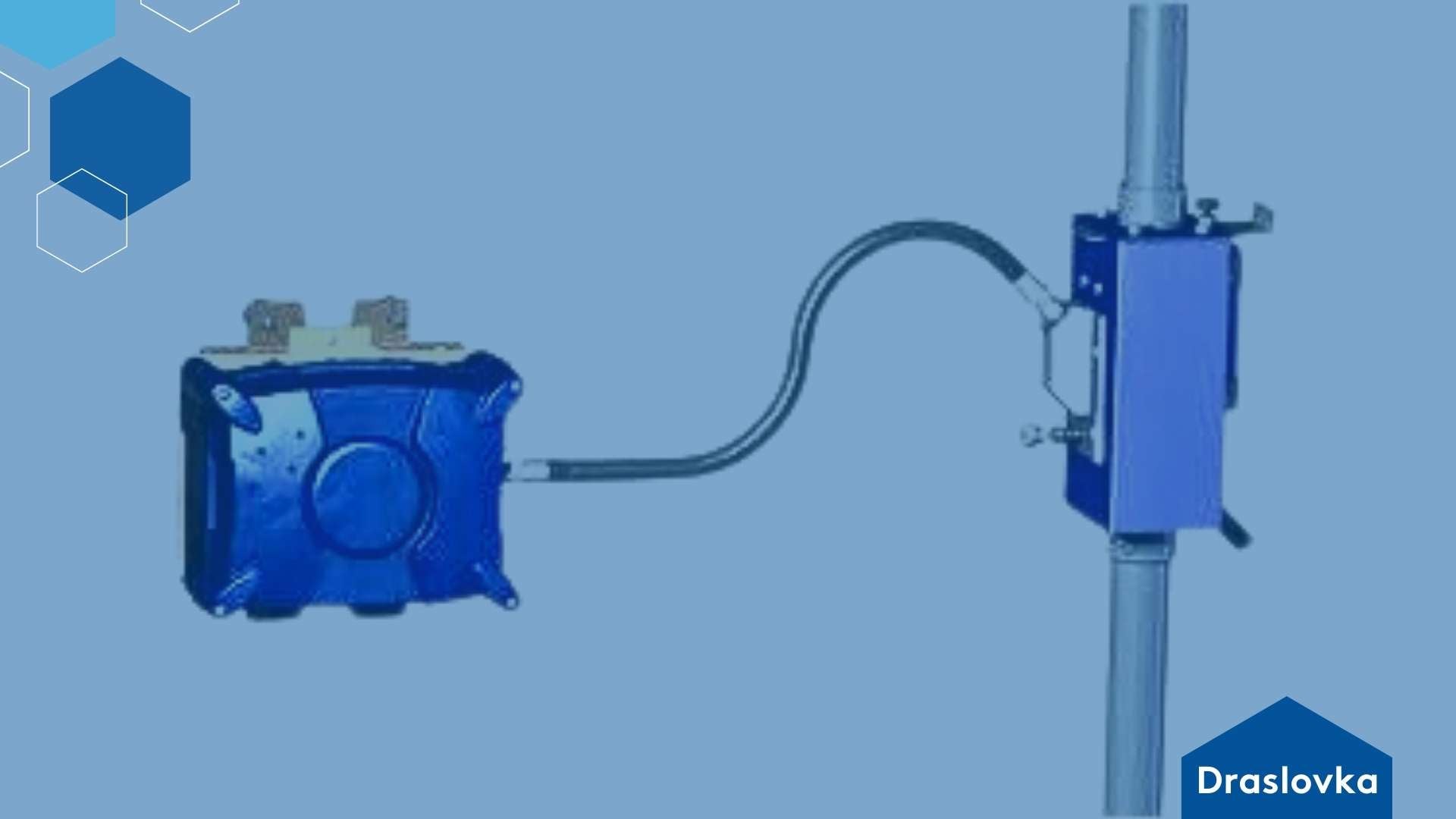
Our state-of-the-art instrumentation is based on diffuse reflective spectroscopy combined with proprietary chemometric techniques. These “smart analyzers” provide real-time insights on a wide variety of measurements: both light and heavy elements, minerals, particle size and % solids.
Boasting a small footprint, our in-line instrumentation is easy to integrate with no sample streams, sample pumps, or multiplexers required. Another advantage is that the system is mechanically simple, having only two moving parts with no high wear components – making this a very low maintenance solution. Finally, output from the Blue Cube Analyzers can easily be linked to your SCADA system for seamless insights.
Draslovka has been refining the art of cyanide-based chemistry for more than 100 years. We are the leading authority on cyanide production technology, with the most efficient production process in the world, and the largest distribution network in the Americas.
Our NaCN offers quality that consistently exceeds industry specifications, which means you get more cyanide per ton and reduced maintenance costs. Our technical services team are cyanide experts and ensure continual process improvements. We also offer specialized expertise in process safety management through our product stewardship program.
With the largest distribution network in the Americas, we offer our clients seamless supply of high-quality sodium cyanide briquettes and solution, with a wide range of packaging options to suit your needs.
This white paper contains details about Blue Cube's range of mineral analysers, which includes Blue Cube MQi Slurry Analyser, the Blue Cube Tempo Track, and Blue Cube MQi Hydromet Analyser.
State-of-the-art grade analysers are assisting Northam Platinum to significantly improve platinum-group metal (PGM) recoveries at Booysendal North UG2 mine in the Bushveld Complex.
The Blue Cube in-line slurry analyzer delivers more information, faster, and in a safer manner than traditional in-process analyzers.
The GlyCat™ process offers a simple and effective method to reduce cyanide consumption caused by the presence of base metals in gold ores and concentrates. Reusable glycine is added to the leach to enable a substantial reduction in cyanide usage.
GlyCat™ is a revolutionary new gold leaching technology from Draslovka which combines glycine (a non-toxic chemical), with sodium cyanide for the recovery of gold & other precious metals.
Download this brochure for examples of real-life case studies of where Draslovka's GlyCat Mining solution has been implemented.
Download this brochure for examples of real-life case studies of where Draslovka's GlyLeach Mining solution has been implemented.
A Draslovka client, Bayan Airag Exploration LLC (Bayan Airag), sought to address the challenges in cyanide supply and overall costs. Draslovka recommended the use of GlyCat™ to reduce cyanide consumption, reduce processing costs and improve their ESG footprint.
Many operations face challenges in determining the quality of their output minerals in the calcination process. From sampling, analysis and reporting, to providing inputs to process control systems, countless problems may emerge - not least of which is the amount of time taken across the entire process.
The Blue Cube in-line slurry analyzer delivers more information, faster, and in a safer manner than traditional in-process analyzers.
Our in-line mineral analyzers were custom-developed for the minerals processing industry. Our solutions incorporate diffuse reflectance spectroscopy techniques which are optimized for mineral processing, enabling mines to make informed decisions in real time

Bulyanhulu gold mine is an operational underground mine in Tanzania, operated by Twiga Minerals.

The Kharmagtai copper-gold project located in Omnogovi Province of Mongolia will be developed as an open pit mine.

The Kamoa Copper project is located in the Kolwezi District, Katanga, Democratic Republic of the Congo (DRC). The project includes an underground mine and a concentrator plant that produces blister copper and sulphuric acid.
Draslovka has confirmed it will be exhibiting at the 2025 Mining Indaba Conference, taking place at the Cape Town International Convention Centre (CTICC) in South Africa on 3-6 February 2025.

Draslovka a.s. (‘Draslovka’), a leading specialty chemicals company, announces it has executed a user license with Bayan Airag Exploration LLC in Mongolia for the world's first application of its proprietary glycine gold leaching process, GlyCatTM (‘GlyCat’), in a commercial heap leaching application.

Draslovka a.s., a global leader in cyanide-based chemical specialties and agricultural chemicals, is pleased to announce it has acquired Blue Cube Systems (Pty) Ltd (“Blue Cube”), a South-Africa-based firm that develops, builds and sells real-time mineral analysers for application in mineral beneficiation processes.

Claudia Elizabeth Márquez Medina, a Global Commercial Director at Draslovka Mining Solutions, has been appointed as the President of the National Association of the Chemical Industry (ANIQ).

Draslovka a.s, a leading specialty chemicals company, has agreed with Barrick Gold Corporation (‘Barrick’), to roll out a global testing and implementation programme for Draslovka’s cutting-edge proprietary glycine gold leaching product, GlyCatTM (‘GlyCat’), across several mines.

The world’s top producer of solid sodium cyanide, used to the separate gold from ore, expects to boost sales and profits with a new technology that may help the mining industry cut costs and reduce its environmental impact.

The Waste-to-Value Challenge aims to unlock innovative technologies for managing tailings, helping the mining industry to reduce risk while extracting more of the materials the world needs from what was previously regarded as waste for the energy transition at large.
South African manufacturer of in-line real-time mineral analysers Blue Cube Systems has appointed distributors in the Middle East, Central Asia, and South America, adding to its global distributor network. The company recently exhibited their products in Moscow and Santiago, and will also exhibit in Canada within the next two months.

The MQi Hydromet Analyser is used for an in-line measurement of the composition of solutions.
GlyCat™ is a patented gold leaching technology from Draslovka which combines glycine (a non-toxic chemical), with sodium cyanide for the recovery of gold & other precious metals.
GlyLeach™ is a revolutionary metal leaching process that can be used to selectively leach base metals such as nickel, cobalt and copper. It’s an environmentally friendly and sustainable process that provides more targeted and efficient leaching at a lower cost.

By providing reliable, real-time insights, our analyzer enables faster, more informed decision-making to optimize product grade and recovery.
The Blue Cube Dry Analyzer provides multiple measurements with a single instrument. These measurements include elemental, mineral, and particle size (site dependent), but can also be used to model other lab analyzes such as total heavy minerals.

Many operations face challenges in determining the quality of their output minerals in the calcination process. From sampling, analysis and reporting, to providing inputs to process control systems, countless problems may emerge – not least of which is the amount of time taken across the entire process.

A lack of reliable sodium cyanide supply, outdated employee safety protocols, and inefficient operational procedures lead to production downtime. Lost productivity can create the potential for bottom line losses and increased safety risks.
AI-powered end-to-end processing plant optimization
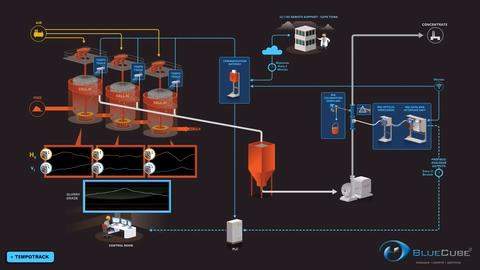
A company video from Blue Cube illustrating the operation of their MQI Slurry Analyser.