
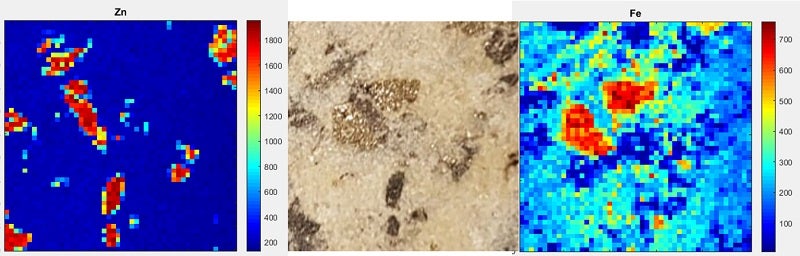
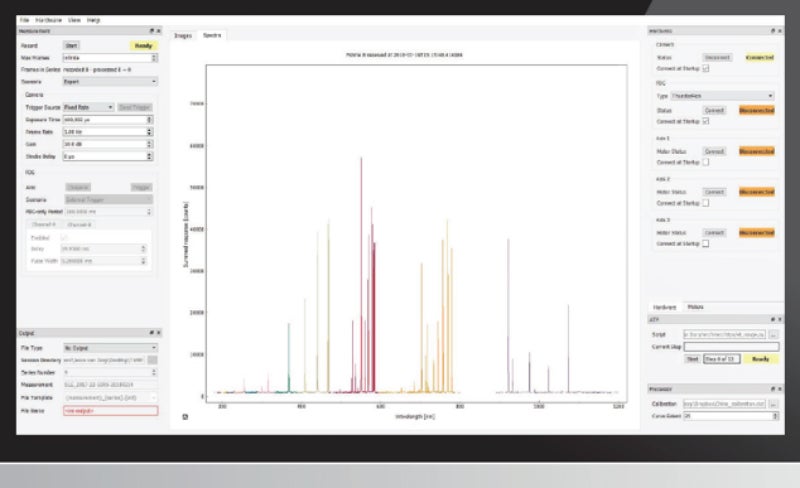
Chemical Mapping of Drilling Cores
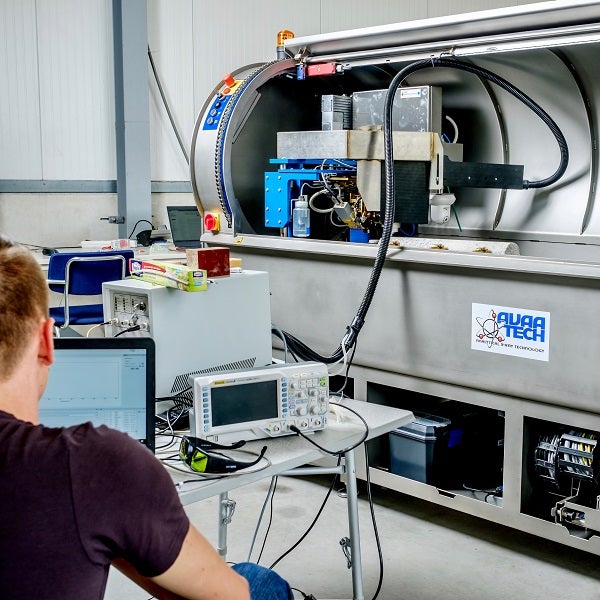
A LIBS-XRF drill core scanner prototype was developed through a collaboration between Avaatech and SPECTRAL Industries.
You have successfully submitted your enquiry. Someone from our company will respond ASAP
SPECTRAL Industries is a new chemical sensor developer and manufacturer, with a focus on applications in the mining and recycling industries.
Our laser-induced breakdown spectroscopy (LIBS) sensor system is a robust and real-time chemical sensing product for determining elemental (atomic) composition in a production or mining equipment environment.
The space research-inspired hardware can be used under a wide range of environmental conditions. The company was founded in 2015 with the aim to accelerate the commercialization of LIBS technology, based on a spectrometer originally built for the ExoMars space mission of the European Space Agency.
SPECTRAL develops laser-based optical sensors to detect elemental (atomic) composition. Combining robustness, mobility and detection speed, the modular LIBS sensor can be applied remotely on fast moving (> 100 km/h) products, without any sample preparation. The sensor features our unique IRIS spectrometer with world-class signal-to-noise (S/N) ratio, rugged pulse laser source and highly efficient optics. The design allows for flexible integration into industrial equipment and can be mounted in any orientation. Suitable for a wide range of environmental conditions, it offers low maintenance cost and improves processes by delivering real-time information.



Bringing state-of-the-art chemical sensing technology into the market, SPECTRAL integrates academic and industrial knowledge, as well as involves stakeholders throughout the entire raw materials value chain. With our applications and solutions, we promote increased resource efficiency and process optimization while moving towards a circular economy.
SPECTRAL delivers unique sensor systems for the following applications:
Automated ore sorting separates valuable from non-valuable rocks to prevent unnecessary cost for processing worthless ore, save on environmental unfriendly chemicals and processing machines, as well as maximize return on investment. The technology is highly scalable as the hardware is suitable for any type of ore and materials.
A LIBS-XRF drill core scanner prototype was developed through a collaboration between Avaatech and SPECTRAL Industries.

LIBS is a game-changing technology for elemental analysis due to its speed and ability to detect all elements in any core.
We have a few highlights from the last quarter of 2019 due to the successful acquisition of a number of ‘business to business’ development contracts.

Real-time monitoring of any type of material is possible with the SPECTRAL Conveyor Belt LIBS sensor.
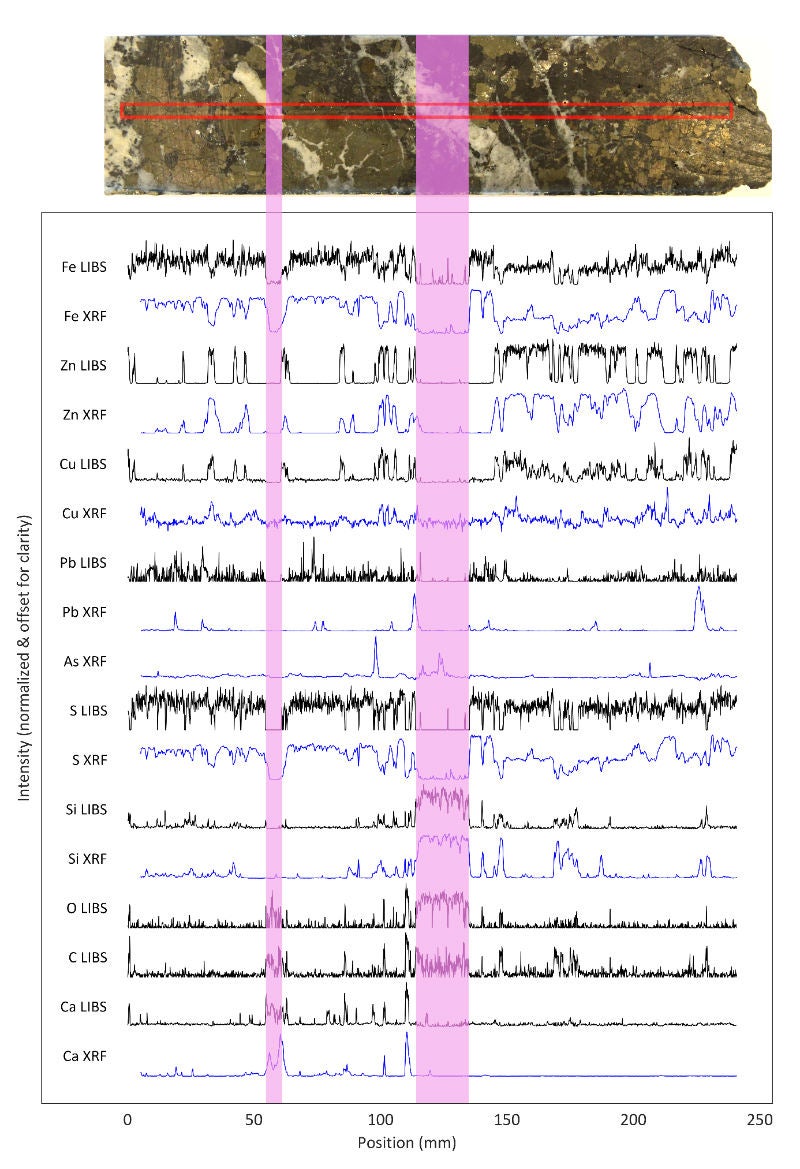
Core drilling is often used in the exploration for mineral resources and other geological studies to obtain information about the Earth’s subsurface.
The SPECTRAL LIBS Chemical sensor engine is a highly flexible and versatile LIBS-based chemical sensing system for the R&D engineer user, that requires maximum functionality for a low price.