

Howden
Mine Ventilation, Ancillary Systems and Aftermarket Support
Highly efficient ventilation systems, incorporating cooling, heating and automated controls, for safe underground operations. Environmental solutions for water treatment and low carbon energy.
Subscribed
You have successfully submitted your enquiry. Someone from our company will respond ASAP
About Us

Howden, a Chart Industries company, produces complete custom-designed ventilation, cooling and heating systems for mining applications throughout the world. The company manufactures and installs centrifugal fans, fixed and variable pitch axial fans, mixed flow and auxiliary fans, as well as a full turnkey service from design to commissioning.
Many of the best-known names in mine ventilation are now included in the Howden organisation, including Alphair Ventilating Systems and TLT Babcock. The company can provide spares, support and upgrades for virtually any main ventilation fan anywhere worldwide.
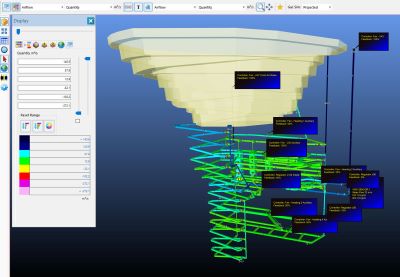
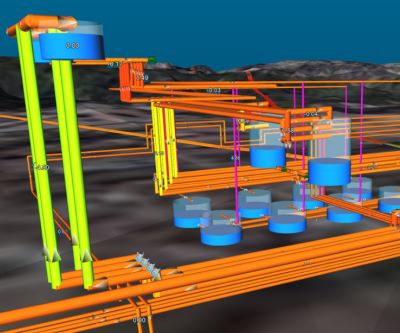
Our Ventsim software is synonymous with ventilation system optimisation throughout the mining industry. It is used within the design stage to model and test the most effective system and within operation to enhance safety and efficiency through intelligent control.








Our parent company, Chart Industries, is a leader in cryogenic gas handling and provides full liquid gas fuelling systems to assist lower carbon power. The ChartWater business brings extensive experience in water treatment and purification, which offers solutions to responsible mine wastewater management.
Ensuring safe mine operations
Our priority is the safety of underground workers. Howden understands the rigors and demands its equipment will be subjected to by mining applications. We ensure that fans and associated equipment perform reliably delivering air as required to each point in the mine. As well as air supply, our fans dilute and exhaust mine air effectively managing toxic gases and contaminants to maintain safe working conditions.
Our expertise means we can provide insight into best-in-class ventilation system design taking into consideration required air volumes for current and future operations and evolving air quality regulations.
Digitalization within the mine gives greater opportunities for enhanced safety. Ventsim CONTROL software enables tracking of personnel and machinery throughout the mine meaning safety during blasting is ensured. Interconnection with air and gas sensors makes sure that air quality is effectively controlled with suitable air supply delivered.
Howden’s approach to ventilation is total. This means we offer integrated cooling and heating systems to control the temperature in the mine. Not only does this provide safe working environments for miners, but also contributes to more effective production.
Supporting site economics through system efficiency
The ventilation system is a core contributor to the running costs of a mine. Howden’s experience, engineering skills and constant investment in research and development enables the company to make fan and ancillary equipment of exceptional energy efficiency to deliver outstanding cost-effectiveness. The company has a proven record of significantly reducing lifetime operating costs for mine operators.
At development and expansion stages, Ventsim DESIGN acts as a valuable tool for system designers to model and test how ventilation will function. This can aid selections throughout the system giving the greatest overall efficiency.
Our Ventsim CONTROL software plays a key role in optimising the ventilation system. Through different levels of automated control right up to ventilation-on-demand, the software minimizes energy use by ensuring ventilation matches the precise needs throughout the mine during operation. This is possible through an integrated system of flow & gas sensors and direct management of fans, regulators and dampers.
Aiding environmentally responsible mining
As the need for decarbonization impacts mining operations, it can place remote off-grid mines in a difficult position with regards to onsite power and vehicle fuelling. Howden’s parent company, Chart, has a full set of solutions based on the use of natural gas or hydrogen. When used as a fuel for gas-based power systems, they offer a lower carbon solution or even fully renewable in the case of hydrogen. Chart technology provides liquid storage onsite along with regasification prior to use with its range of vaporisers. Chart can supply the whole system.
Chart is the world’s leading supplier of LNG vehicle fuel systems, and this core technology has been extended for hydrogen powered vehicles. The system offers mining operators another opportunity to lower dependency on high emission fuels. It can be retrofitted to haul trucks or be integrated within new vehicle manufacture.
Another area of concern in environmental management is meeting water quality standards for discharged wastewater. Protecting the local environment and compliance with regulations is paramount. Chart’s specialist water treatment technology removes a wide variety of contaminants from mine wastewater for re-use across the site or safe discharge. These systems are available in modular units to allow scalable solutions to fit each mine.
Full-life support for mine ventilation equipment
From a full turnkey installation to ongoing aftermarket support, Howden is committed to keep equipment running efficiently over the long-term to deliver increased productivity and profitability.
We do this firstly through robust, quality products that come with high reliability. Maintenance packages and OEM parts are available for assurance and if issues do occur, we can expertly troubleshoot to find a swift resolution. Digitalization of diagnostics is possible through the option of Howden Uptime. This intelligent monitoring system based on a digital twin, gives real-time insight into performance and enables fan optimization, minimizing downtime by enabling preventative maintenance.
Sometimes changes in a mine or the market’s demand for its products mean that a ventilation plant no longer matches its duties. In other cases, technological advances in impeller aerodynamics or drives make a more cost-effective option available. Whatever the reason for an upgrade, Howden engineers will provide detailed, costed proposals that set out the capital outlay and running costs so that properly informed decision can be made.
Contact us now for more information on how we can improve the safety, efficiency and environmental status of your operation. Just fill out the enquiry form and your local Howden representative will respond.
Contact Details
Website
Email Address
Address
Renfrew, Renfrewshire, PA4 8XJ,
United Kingdom