
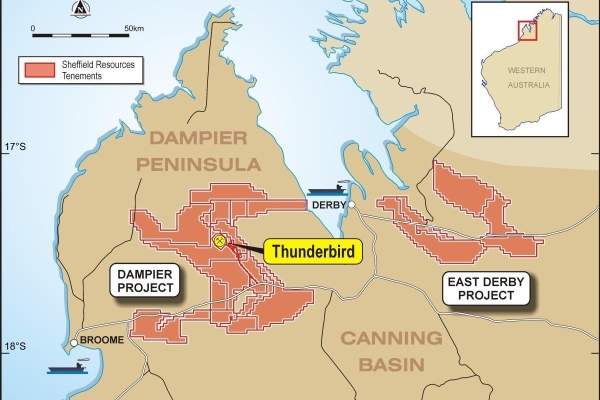


The Thunderbird Mineral Sands Project is located approximately 25km north of the sealed Northern Highway and 60km west of Derby Port, in the Dampier Peninsula, Western Australia. It is one of the largest mineral sands deposits to be discovered in the last three decades and is said to be the world’s best undeveloped mineral sands project. The project is fully-owned by Sheffield Resources.
The project’s pre-feasibility study (PFS) was completed in May 2015 and further updated in October 2015, while the definitive feasibility study (DFS) was completed in 2016. Construction started in 2017, commissioning is scheduled for 2018 and first production is expected in 2019.
Recommended White Papers
Recommended Buyers Guides
The estimated capital expenditure on the project is A$271m ($195m approximately). The project’s annual throughput is estimated to be 12 million tonnes per annum (Mtpa) during the first eight years of production, which will increase to 18Mtpa for the remaining 32 years of its estimated 40-year production life.
The project will produce at an estimated average capacity of 100,100t of zircon, 382,100t of high-grade sulphate ilmenite, and 26,200t of HiTi88 leucoxene a year.
Thunderbird mineral sands project geology and reserves
The Doolgunna copper-gold mine is located in Western Australia, approximately 900km north of Perth and 150km north of Meekatharra in the peak hill mineral field.
The Thunderbird deposit is hosted by sand formations deposited during the Cretaceous period. It integrates five mineralised formations, namely Fraser Beds, Reeves, Melligo, Thunderbird and Jowlaenga, with Thunderbird being the most prominent.
The Thunderbird formation is described as medium to dark brown-orange, fine to very-fine, well-sorted sands, up to 90m-thick, with erosions in the upper part of the up-dip region.
As of March 2017, the project is estimated to hold a combined measured, indicated and inferred mineral resource of 3.2 billion tonnes, containing 18.6Mt of zircon, 61.7Mt of ilmenite, 2.7Mt of leucoxene, and 5.9Mt of HiTi leucoxene.
Mining and processing at the Australian mineral sands project
The mining technique envisaged for the mineral sands project is strip mining and backfill method using a dozer trap unit. An initial pit will be excavated to expose the ore and, as the pit advances, waste overburden and tails will be used to provide a dam wall within the mine void, which will be backfilled with tailings.
The ore will be fed to two 810t/h skid-mounted dozer trap mining unit plants (MUPs) using two dozers. A third MUP will also be provided to serve as a back-up facility and the dozers will be complemented by a fleet of loaders, trucks, excavators and scrapers.
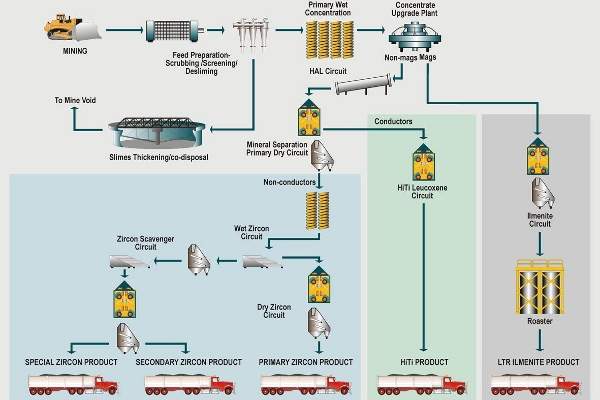
The processing technology for the project will be a conventional heavy mineral sands processing circuit. Slurried ore from the MUPs will be combined at the wet concentrator plant (WCP), which will be a semi-permanent and relocatable plant built on skids. The ore will be screened and deslimed on dual cyclone clusters.
The sand will then be separated from the heavy minerals using eight stages of spiral separators, while a deep cone thickener will be used to recover the process water. The heavy minerals concentrate (HMC) will then be slurried and pumped to the mineral separation plant (MSP).
A concentrate upgrade plant (CUP) at the MSP site will screen the HMC at 850 microns and employ magnetic and gravity separation techniques to produce magnetic (ilmenite-bearing) and non-magnetic (HiTi88 and zircon-bearing) concentrates and tails.
The magnetic concentrate will be pumped to an attritioner to remove surface coatings and to an ilmenite dry plant (IDP) for drying and further processing using screens and electrostatic separators to produce a primary ilmenite product. The primary ilmenite will further be treated using a low-temperature roast (LTR) plant, integrating a coal-based fluidised bed reactor, to produce a high-grade (56.1%) sulphate ilmenite product.
The non-magnetic concentrate will be upgraded using spiral concentrators and then be pumped to a hot acid leach plant (HAL) for surface cleaning of the mineral grains. They will then be treated in conventional magnetic, electrostatic and gravity circuits to produce zircon and HiTi88 leucoxene.
Infrastructure at Sheffield Resources’ project site
Major infrastructure at the project site includes a tailings storage facility (TSF), recycling and communications facilities, administration offices, contractor’s office and workshop, a medical facility, a dry store, a laboratory, an electrical and mechanical workshop, a borefield, a 16MW LNG / diesel power station and an accommodation camp.
Product transport
The output from the project will be transported to the Derby wharf for storage and export, employing four quad road trains. At the wharf, the products will be conveyed to the ship loader for transhipment by barge.
Contractors involved with the mineral sands project in Dampier Peninsula
Key companies involved in conducting the project’s PFS and the updated report include Robbins Metallurgical for the metallurgical testwork and process design, Robins Project Engineering for the process engineering, GR Engineering for the study review, TZMI for the marketing studies, ATC Williams for geotechnical investigations, RCR Mining Technologies for bulk sample and mining review, and EPMS for engineering.
The resource estimation was performed by Quantitative Group, infrastructure studies were performed by Resource Engineering and Design, logistics studies were done by Wyntak, and pit optimisation and mine scheduling works were conducted by Entech.
Financial modelling was performed by Northwind Resources, hydrogeological investigations were performed by Pennington Scott, and biological assessments were performed by Ecologia.