KSB Mexico’s UPA + UMA Borehole Pump Leads the Way in Mine Dewatering

KSB Group has a long history of developing rugged, wear-resistant slurry and non-slurry pumps. With manufacturing facilities around the world, KSB is dedicated to providing the mining industry with high-quality pumps they can rely on. KSB Mexico has supported the mining community in Latin America for nearly 70 years, and the company is leading the way in mine dewatering.
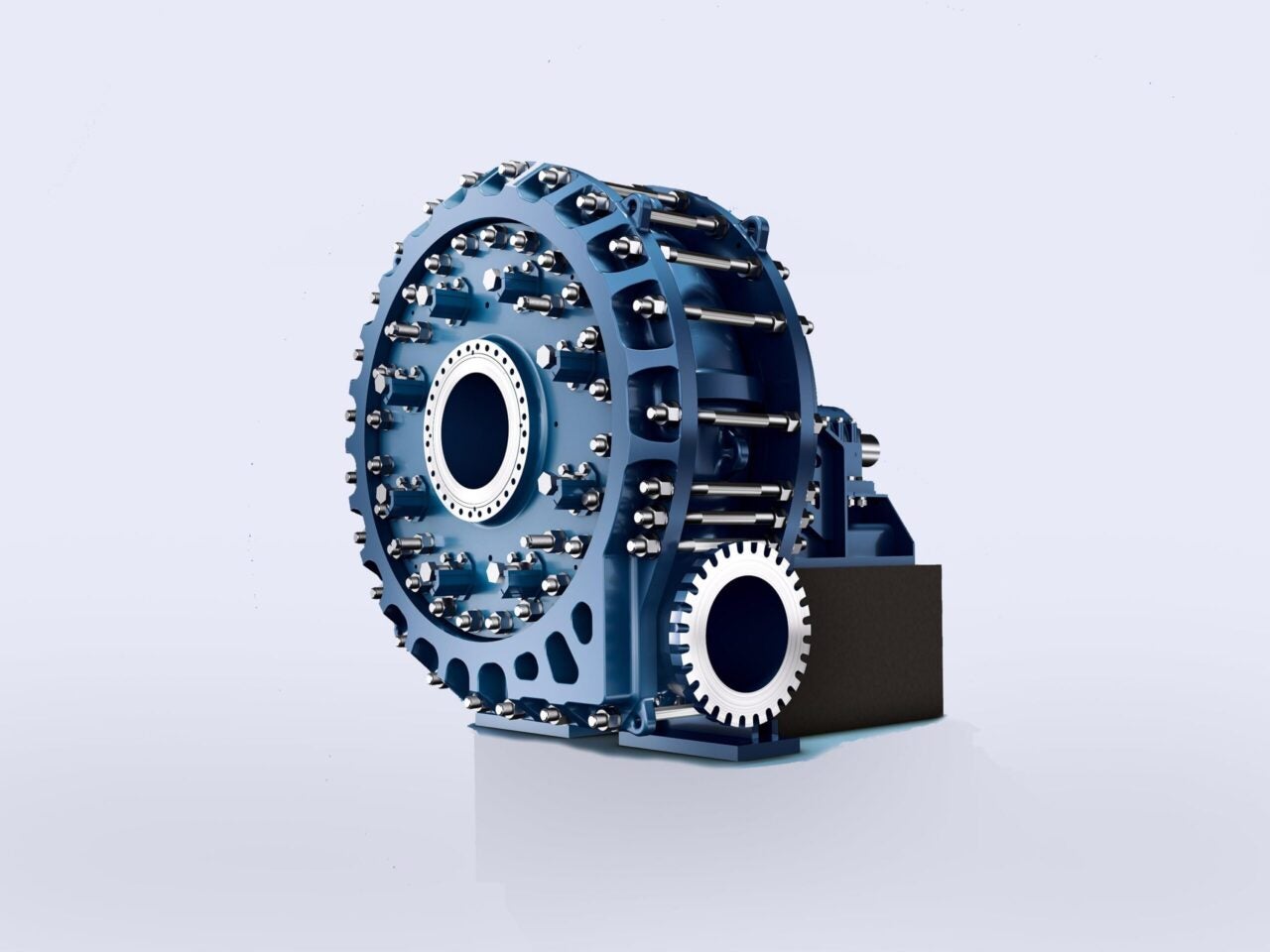
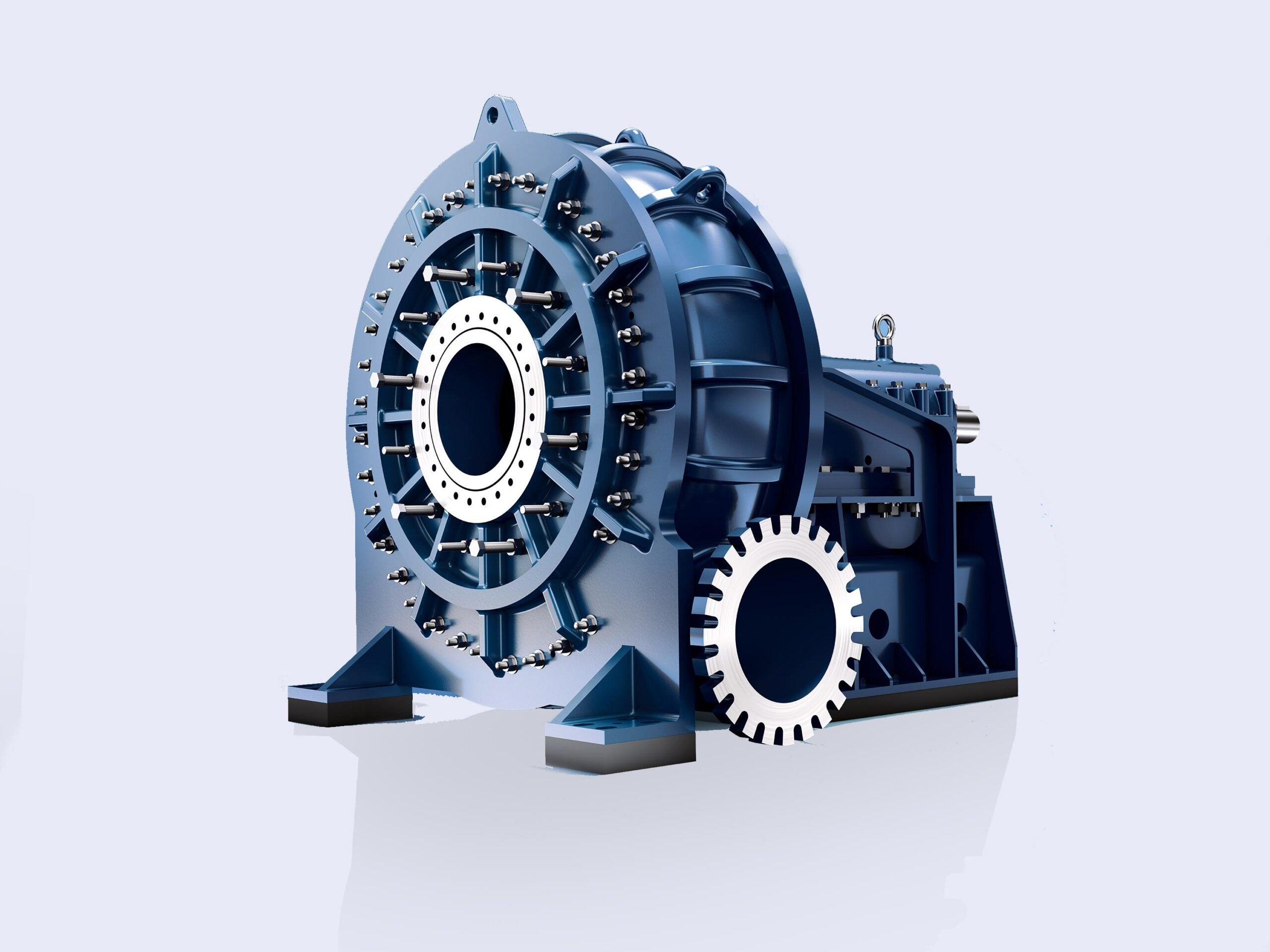
KSB UPA + UMA borehole pump in Mexico
KSB Mexico was founded in 1955, with the primary purpose to produce submersible pumps. In the early 2000s, KSB Mexico made major strides in advancing technology for UPA + UMA borehole pumps and motors. This marked a significant milestone for the team and fueled future growth. After years of innovation, KSB Mexico stands today as a competent and highly skilled center for the production of borehole pumps.
The UPA borehole pumps have a wide range of uses. Beyond the mining industry, it can be used to:
- Supply water for municipalities and industrial installations
- Help maintain agricultural lands
- Support civil engineering initiatives
- Increase fire protection
Although the UPA borehole pump is adaptable across a variety of use cases, it is most extensively used and designed for mining purposes.
Mining industry impact
Mine dewatering is essential for the safe operation of a mine. While flooding is necessary at times, uncontrolled flooding is a risk that must be mitigated. When mining for minerals below the water level or dealing with open mines with a possibility of rain, dewatering is an important and useful process. Extracting the water inside a mine can be challenging and disrupt mining operations without the right pump in place. KSB Mexico’s UPA + UMA submersible borehole pump alleviates these challenges by offering greater flexibility in placement and adaptability in usage. For example, it can operate in a variety of positions — even mounted on a raft.
Water removed from mines may contain corrosive or abrasive materials, which necessitates a strong, reliable pump system to avoid unnecessary repairs or replacements. The UPA pump is a great option.
Key advantages and successes
KSB’s pumps, like the ones manufactured in KSB Mexico, have several advantages over other pumps. They are designed to suit the specialized needs and challenges of mining operators. They are tough for a reliable, long-lasting operation, which means they have a longer working life.
They also are supported by KSB SupremeServ to ensure customers not only select the right pump for their operation, but also receive training and any necessary repairs or replacements in a timely manner. KSB serves as a trusted partner within the mining industry, with high-quality products to back it up.
There are numerous examples demonstrating the value of UPA + UMA pumps, including:
- Zacatecas silver mine. This mine proved to be a major challenge for alternative pumps, the components of which were quickly being damaged by the highly abrasive particles in the water underground. KSB identified the perfect pump and equipment to meet the needs of the mining operation and withstand the adverse elements that had plagued the operation.
- Sonora copper mine. This mine is able to supply fresh water for the processing plant, as well as rainwater harvesting and supply to the municipalities.
- Mine in Chihuahua. This mine now can provide rainwater harvesting.
- Chile’s Atacama Desert. The high altitudes of the mines in this area — between 2,000 and 4,500 meters — and lack of available electricity made dewatering a struggle. KSB supplied high-pressure, encapsulated pumps that not only were able to handle the high altitudes but also were powered by diesel motors.
KSB Mexico’s work on dewatering pumps can’t be overstated. The quality and durability of our UPA + UMA submersible borehole pumps are guaranteed. Each pump is tested in our test laboratory before delivery to the customer, so you can be sure that our pumps will always work for you. These pumps are valuable not only for mining but also for managing areas with high flood risk, water scarcity, and agriculture.