

Lightweight and durable, aluminium demand is on the up. Production is scaling to meet need, and the aluminium smelting industry is looking to automation for reliability, efficiency and safety.
A cornerstone of the automotive and construction sectors, the significance of aluminium is palpable amid the current disruption in the Strait of Hormuz. The Gulf accounts for around 9% of aluminium production, despite producing only around 3% of global alumina and 1% of bauxite, and both raw imports and processed exports rely on the shipping route.
Go deeper with GlobalData
Discover B2B Marketing That Performs
Combine business intelligence and editorial excellence to reach engaged professionals across 36 leading media platforms.
Iranian strikes on aluminium smelters in the United Arab Emirates and Bahrain have forced shutdowns at some of the world’s largest facilities, disrupting a region that accounts for a significant share of globally traded supply. Power losses have halted potlines mid-process, raising the risk of physical damage and months-long recovery timelines.
Across the globe, producers are ramping up aluminium production, but logisitics across refining and smelting stages are difficult. Smelting remains a hazardous, complex process, reinforcing the case for automation. According to Jan Biti, CEO of Norway-based robotic aluminium smelting technology and equipment company AlumatIQ, it is “an industry with enormous unmet demand for automation – and very little competition doing it well”.
Automated robotics offer reliability and round-the-clock productivity in environments too dangerous for humans. Recent analysis by Data Insights Market forecasts “substantial expansion” in the global smelt robot market, which it estimates was worth $100.59bn in 2025. It forecasts a compound annual growth rate (CAGR) of 12.17% between 2025 and 2033, putting the market at a value of $252.1bn at the end of the period.
This aligns with broader industrial robotics growth, with Mining Technology’s parent company, GlobalData, estimating the market will reach $205.5bn by 2030 at a 15% CAGR, though industrial deployments such as smelting grow more steadily than service robotics.
The aluminium smelting space is particularly well-suited to automation, because it requires high-intensity, continuous processes in hazardous environments that require precision and repeatability. Unlike alumina refining, which is chemically driven, aluminium smelting is an energy-intensive electrochemical process – shaping both the risk profile and the role of automation.
“The adoption of autonomous robotics in aluminium smelting is a deliberate strategic shift, rather than a coincidence, driven by the industry’s unique combination of extreme thermal hazards and highly repetitive precision tasks such as anode tending and molten metal pouring – which allow robotic systems to operate up to ten-times faster than manual labour,” comments GlobalData mining analyst Prasanna Lakshmi.
Automation and robotic solutions are already levelling up the smelting environment and removing humans from the most dangerous environments; however, the unique challenges of the aluminium potroom have made innovation a difficult task.
Refining the workplace: robotics is making aluminium smelting safer
Aluminium smelting is dangerous. According to the Aluminium Association, there were 141 explosion incidents reported in 2024, including two Force 3 explosions (catastrophic industrial incidents).
For Biti, “safety is the most underappreciated driver” of automation in smelting environments – and for good reason. “The potroom is a genuinely hazardous workplace,” he says, pointing to the risk posed by “heat stress, heavy lifting, repetitive strain, awkward postures, daily co-activity risks between crane and ground operators, and sustained exposure to fluoride and particulate emissions including hydrofluorocarbons and perfluorocarbons.”
Aluminium smelting is most commonly performed through the Hall-Héroult method. Temperatures exceed 900°C, fumes can be carcinogenic and hydrogen fluoride, sulphur dioxide and fine particulates (alumina and fluorides) can cause respiratory irritation including ‘potroom asthma’, chronic obstructive pulmonary disease and bronchitis. Potrooms also have high electric currents that create magnetic fields strong enough to affect pacemakers.
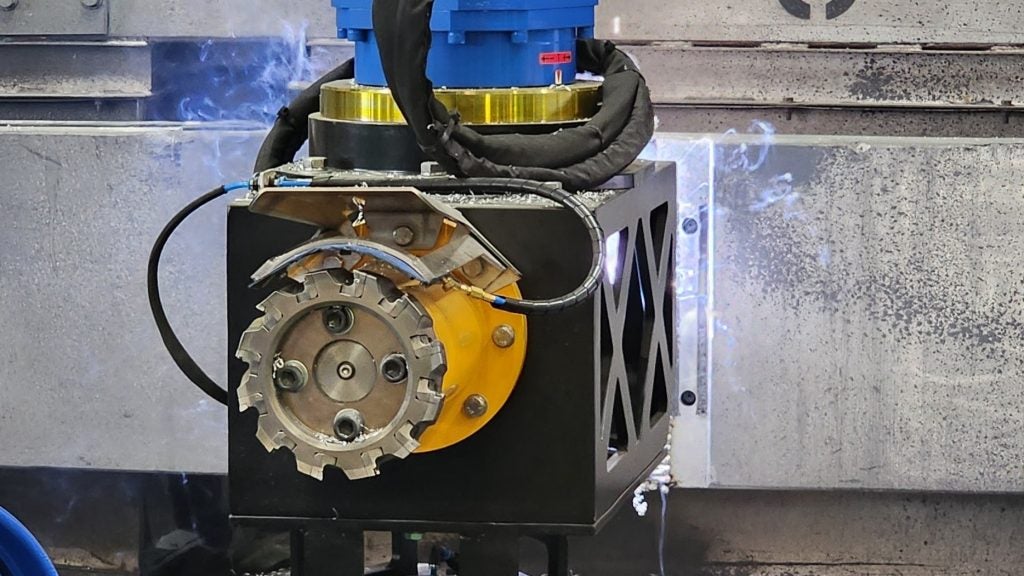
Robotics are increasingly being deployed to automate high-risk, repetitive tasks such as furnace tapping and plugging, slag removal, cathode stripping, electrode handling areas, and anode changing and repair.
Anode changing and repair is one of the most dangerous tasks in the potroom. The large, carbon-based blocks must be removed from the smelting pot, breaking the electrical connection and resulting in a sudden voltage jump and localised arcing. This results in a potline open circuit, which can cause explosions.
Operators are increasingly looking to remove humans from the environment entirely. Rio Tinto has deployed an automated robotic system for anode yoke repair at its Tiwai Point smelter in New Zealand; it now uses through-arm welding robots and a handling robot for the loading and positioning of each yoke. The Tiwai site produces low-carbon aluminium using predominantly hydroelectric power. The technology was provided by Australia-based Autoa Robot Welding and includes automatic height sensing and seam detection to enable the system to cope with variations in yoke size.
Autoa managing director Matt Fisher explains to Mining Technology that “so much of what robots can offer is about safety and on removing people from harm’s way, whether the harm be fumes or manual handling, or heat”.
Anode changing is similarly dangerous. Anodes are changed every 27 days, and the process involves manipulating large carbon blocks in a hot, electrically-charged, chemically corrosive environment. The most significant danger is in electric arcing and explosions, but high temperatures and carcinogens also pose a risk to life.
According to Biti, this risk is what makes anode changing a strong business case for automated robotic smelting solutions, as well as AlumatIQ’s focus. “The repetition and predictability of the task make it a natural fit for autonomy, and the safety benefits are immediate and concrete.”
Balancing the books: automated solutions offer cost-saving efficiencies
While safety will always be paramount, the balance sheet of the company will necessarily inform decisions and adoption.
“While the immediate human priority is safety, the operational engine is efficiency”, comments Lakshmi. “Ultimately, smelting systems are a financial decision: the massive upfront cost is only justified because it leads to long-term savings through lower waste, reduced energy use and higher mineral recovery, making the plant both safer and more profitable.”
Reduced energy usage is particularly significant for operators, especially against the backdrop of current geopolitical uncertainty, which translates into energy insecurity and rising costs. Since the onset of the Iran conflict on 28 February, Brent crude oil has experienced extreme volatility, trading largely between $96 and $120 per barrel, feeding through into electricity costs.
The Hall-Héroult aluminium smelting process is highly energy-intensive. It involves dissolving purified alumina in molten cryolite and applying a 400 kiloampere electric current at around 950°C. The process consumes around 14MW-hours of electricity per tonne of aluminium, with most smelters producing between 100,000 and 500,000 tonnes per annum (tpa). The Tiwai Point smelter production increased to 335,000tpa of aluminium in June 2025, making its energy usage equivalent to just under double the annual usage of the city of Manchester in the UK.
Wasted energy is wasted capital, so solutions offering precision and repeatability are fundamental to profitability. “It is about the repeatability[…] you take out the variability, which flows through to efficiencies and to the net profit of the company,” says Fisher.
Careful maintenance is also required to reduce energy usage and therefore capital expenditure. Autoa’s superstructure repair and maintenance solutions are designed to boost smelter efficiency, as “if you don’t repair or maintain the superstructure, you will see a voltage drop and an increased electricity draw for producing the same kilograms of aluminium”, says Fisher.
At AlumatIQ, automation also looks like efficiency in the form of reduced labour.
“Our robot reduces the anode change cycle from 25 to 15 minutes per anode, and from three operators to one,” says Biti. He adds that anode placement errors that currently take 24–72 hours to manifest through the pot control system are avoided by the repeatability of consistent automated execution.
Outside of the aluminium space, other smelters are seeing significant efficiency gains through automation. Rio Tinto’s Kennecott Smelter has replaced manual molten metal tapping with automated, remote-controlled robotics at its integrated Utah operation, one of only two US copper smelters and a producer of critical minerals including copper and tellurium. Meanwhile, in China, Baosteel has achieved a fully automated factory in Shanghai, in which AI-enhanced robots carry out end-to-end production.
Automating smelting: an imperative but undersaturated market
The commercial case for smelting robotics is growing. “The market opportunity is substantial,” says Biti. “There are a huge number of pot-tending cranes installed across smelters in Europe and North America alone, and the addressable market for automated anode change solutions is several billion US dollars.”
Yet the opportunity is significant because it is difficult. Robots in smelting environments are a relatively unsaturated field because the technical requirements are complex. Solutions must include a sensor suite capable of operating reliably in extreme heat, abrasive dust and powerful electromagnetic fields.
“The potroom environment is so hostile that standard industrial robots simply don’t work there. There is a combination of high need and a high technical barrier to entry,” says Biti, adding that the unique requirements of aluminium smelting make the market one which requires “deep expertise”.
Substantial capital investment is needed to drive technical offerings forward and to achieve wide-scale automation, and this has been slow. It has been particularly slow in regions with cheap labour and limited safety regulations, where there is less appetite to automate those tasks.
However, Europe and North America urgently need automated robotic smelting solutions to stay competitive. AlumatIQ has seen particular interest from European smelters, and Biti identifies Norway, Iceland and Germany as early adopters. Meanwhile, Autoa says it has been active in operations in Australia, Canada, Argentina, Egypt and Qatar.
Where there has been uptake, Fisher says the robots have been received “generally with passion”. He notes that “if employees see that it is improving their lives by doing the dull and dirty tasks and removing the risk for them, then they will embrace it and make it work.”
Despite the positive sentiment and widespread appetite, there remain stumbling blocks for deployment of automated robotic solutions in the aluminium smelting sector and beyond. These include material considerations such as the degradation of sensors in extreme industrial environments, as well as a discord between technological potential and current capabilities. This is particularly the case with AI, which could push automation into autonomy but only when its capabilities are sufficient to react to unpredictable scenarios.
Eventually, full automation is probable, but there are obstacles. “Achieving the ‘black potroom’ [one that is fully automated] would require not only robust task-level automation but also the integration of AI-driven decision systems capable of interpreting process variability and adapting in real time,” comments Biti, adding that AlumatIQ “prefers to be realistic rather than visionary about the timeline”.
For now, the opportunity lies in repetitive, well-defined tasks, and Fisher warns against underestimating the value of simple repeatability. “Companies that don’t invest in their people and in technology become irrelevant very quickly, because suddenly it gets very difficult to catch up.”
