



The Sorby Hills lead-silver-zinc project is an open-pit mining project being developed in Western Australia. It is one of the largest undeveloped lead, silver and zinc deposits in Australia.
Boab Metals and Henan Yuguang Gold and Lead are developing the project under a joint venture partnership. Boab Metals owns 75% of the project, while the remaining 25% is held by Henan Yuguang Gold and Lead.
Recommended Buyers Guides
The pre-feasibility study for the project was completed in August 2020, while the definitive feasibility study (DFS) was completed in January 2023.
The project has a mine life of eight and a half years and requires a pre-production capital investment of A$245m ($171.2m).
Boab Metals has partnered with state-owned Export Finance Australia and the Northern Australia Infrastructure Facility to finance the project. Additionally, they’ve enlisted BurnVoir Corporate Finance to manage financing solutions for the project.
Mining operations are scheduled to start in June 2024 with the first ore expected by August 2024, followed by the first concentrate shipment in September 2024.
Project location
Sorby Hills is located in the Kimberley region of Western Australia, 50km northeast of the regional centre of Kununurra and approximately 90km east of Wyndham Port.
Geology and mineralisation
The project area lies in the Bonaparte basin comprised of late Palaeozoic rocks deposited on the margin of a rift basin bounded by a Precambrian basement.
Mineralisation at Sorby Hills is classified as Mississippi Valley Type occurring primarily in stratabound layers, within the transition facies at 20m to 25m intervals. It consists of cyclic bedded, thick dolomite beds, silty dolomite and clay matrix breccias near the Knox sediments and the upper part of the Sorby dolomite.
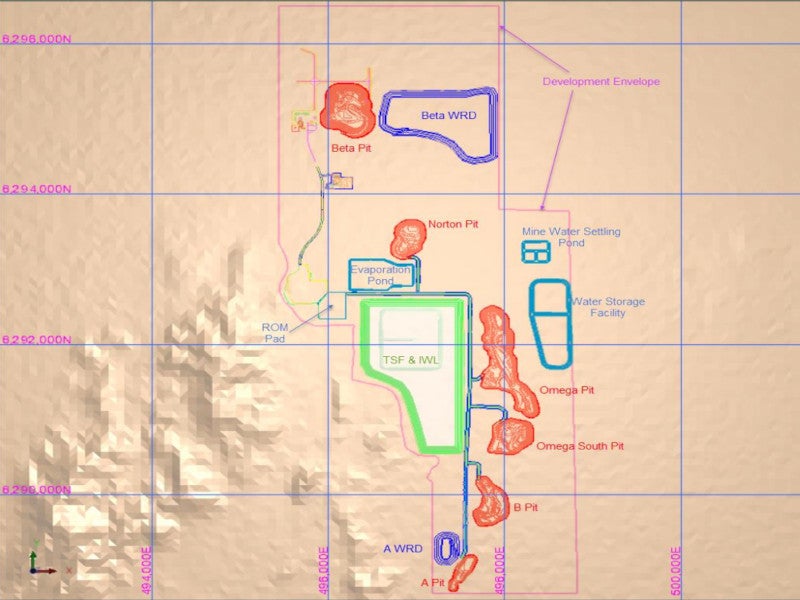
The mineralisation is hosted in seven separate carbonate-hosted Pb-Ag-Zn deposits, known as A, B, Omega, Norton, Beta and Alpha deposits.
Reserves
The Sorby Hills project is estimated to contain proven and probable reserves of 15.2Mt grading 3.5% lead (pb) and 32g/t silver (Ag).
The Sorby Hills project mining method
The Sorby Hills project will be developed as an open-pit mining operation with a strip ratio of 7.5:1 and a minimum mining width of 20m.
Five of the six deposits, namely Omega, A, B, Beta and Norton, will be developed as open pits in sequence. The mined ore will be treated at an initial rate of 1.5Mtpa ramping up to 2.25Mtpa after one year of production.
The mining method will focus on generating high-quality ore for the concentrator. The open pits will be developed in sequence to meet processing needs in terms of quantity and quality. The pits will also serve as a source material for the construction of dams, a tailings storage facility (TSF), and other infrastructure. The sequential development is also intended to facilitate the use of pits B and Omega South for tailings storage.
Mining operations will be carried out using a 110t excavator for general operations, while a 200t excavator will be used for bulk waste mining. The latter along with its support fleet will work top down, exposing the ore’s top layer.
Ore processing
The run-of-mine ore will be crushed in a single-stage jaw crusher equipped with a fully-enclosed surge bin. The crushed ore will undergo grinding in a closed-loop semi-autogenous grinding (SAG) and ball mill system equipped with hydrocyclones. The SAG mill oversize discharge will be redirected to the SAG mill feed via a conveyor, bypassing pebble crushing. The cyclone overflow will pass through a trash and be fed to the flotation circuit.
The flotation process will involve two roughing stages, followed by two-stage cleaning with material recycling. Reagents will be added to the cleaner scavenger concentrate in conditioning tanks.
The resultant flotation concentrate will be thickened, filtered and dewatered in a vertical plate and frame filter pressed prior to being stored in containers. The tailings will be thickened and sent to the TSF and eventually disposed of in a pit.
The concentrate product will be transported approximately 150km by road to Wyndham Port for shipping. An agreement has already been secured with the port operator Cambridge Gulf for port access and services until 2034 with a yearly extension option.
Site infrastructure
The mine site can be accessed via the all-weather Moonamang road, situated 630m north of the project, which is connected to Kununurra and the Wyndham port. Additionally, a well-designed access road will link the concentrated dispatch area to the main road.
Power needed for the project will be supplied from Ord hydro-power station by Horizon Power through a 33kV feeder and overhead powerline originating from the Kununurra substation. A 12MW backup diesel power station is also proposed to be constructed on-site for backup power.
The project will produce more water than it requires due to shallow groundwater levels and monsoonal climate. The surplus water will be stored in settling ponds and inactive open pits. A water treatment plant will be installed to process the water required for the project.
Boab Metals acquired a leash to construct a 180-person accommodation facility in Kununurra to house workers and contractors during construction. The camps will include single rooms, wet mess, dry mess and recreational facilities.
Contractors involved in the Sorby Hills project
GRES, an engineering company based in Australia, was awarded the front-end engineering and design contract for the processing plant and associated infrastructures.
CSA Global, a mining consultant, has conducted the mineral resource estimation of the Sorby Hills deposit as part of the DFS. Entech, a mining consultant, was responsible for the mineral reserve estimates and the updated mine plan.
Tetra Tech Coffey, a geotechnical engineering company, was responsible for the infrastructure and the tailing storage elements of the DFS.
Strategic Metallurgy, ALS Metallurgy and MicroAnalysis Australia conducted the metallurgical test works, while Primero provided the processing plant design and non-plant infrastructure.
GHD Consulting Engineers was responsible for the hydrological and hydrogeology fieldwork and modelling.
Australia-based environmental consultant Animal Plant Mineral was responsible for the environmental studies, while Green Values Australia was responsible for approvals.
BurnVoir Corporate Finance provided financial analysis for the project, while Strategic Safety & Risk Management was responsible for the risk analysis.