


The Robe Mesa iron ore project is an open-pit mine located in the West Pilbara region of Western Australia (WA).
CRZ Resources, an exploration and development company based in Australia, is developing the project.
Recommended Buyers Guides
The pre-feasibility study (PFS) for the project was completed in 2020 while the definitive feasibility study (DFS) was completed in October 2023.
The project is expected to have a mine life of eight years while the estimated capital expenditure is A$128m ($81.6m).
Construction is scheduled to commence in April 2024 and iron ore production is expected to commence in the second quarter of 2025.
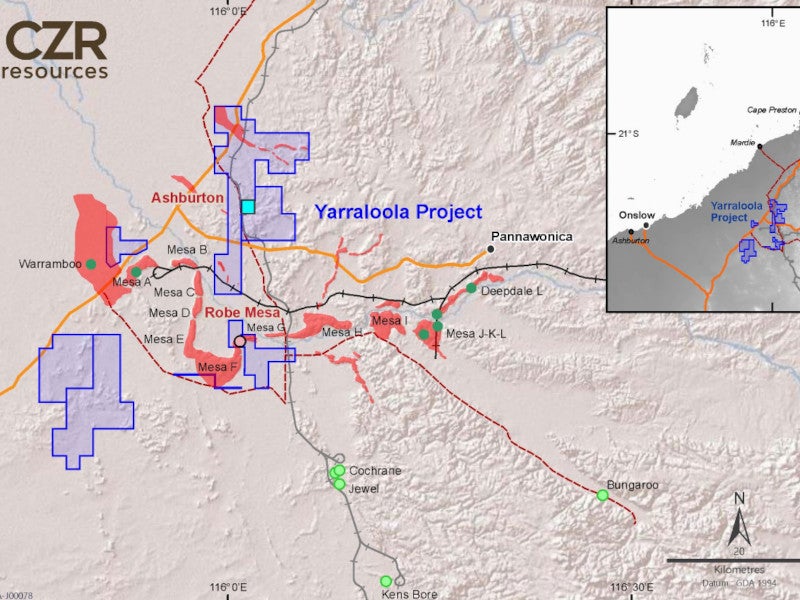
Robe Mesa iron ore project location
The Robe Mesa iron ore project is situated within the Shire of Ashburton in West Pilbara, Western Australia.
It lies 200km south-west of Karratha and approximately 175km from Onslow.
Geology and mineralisation of Robe Mesa
Robe Mesa is situated within the Robe River paleochannel, a tertiary-aged channel delineated by flat-topped hills called mesas.
The main orebody is categorised as a channel iron deposit (CID) and consists of two 25m-thick mineralised CID horizons of flat-lying pisolitic ironstone.
The CID horizons predominantly contain goethite as the main iron ore mineral. High-grade mineralisation occurs mainly in the MCU and MCL units or the upper and lower pisolite units.
Reserves of the Robe Mesa project
The Robe Mesa iron ore project is estimated to contain probable reserves of 33.4 million tonnes (mt), grading 55% of iron (Fe).
Mining method
A contract operating model will be used at the Robe Mesa iron ore project with mining, processing, ore handling, and transportation services provided by specialist contractors.
The project will be developed using open-pit mining methods comprising conventional drilling and blasting, followed by loading and haulage using 120t excavators and 90t trucks.
The upper and lower horizontal channels of the orebody will be mined in 4m benches with a waste-to-ore strip ratio of 0.6:1. The extracted ore will be hauled to a central run-of-mine (ROM).
Ore processing
High-grade ore will be processed for the first four years at a throughput rate of 3.5 million tonnes per annum (mtpa) while low-grade ore will be stockpiled and later rehandled to the ROM after the fourth year increasing the processing throughput to 5mtpa.
The ROM ore will be deposited onto various ROM fingers by the mining contractor instead of directly tipping into the crusher. Ore will be reclaimed from active ROM finders and tipped into a ROM feed bin by a front-end loader to meet target blending criteria.
An apron feeder will feed the ore from the ROM bin, removing material already suitable for the secondary crusher, while the grizzly oversize will be fed to the jaw crusher.
The jaw crusher product, grizzly undersize, and apron feeder dribble will combine and pass through a scalper screen while the oversize will be sent to the secondary crusher. The combined material, along with the scalper undersize, will be screened by a classification screen.
The undersize material will be directly transferred to the product conveyor. The oversize will be sent to tertiary crushers and recirculated until it is fine enough to pass through the classification screen and onto the product conveyor.
The final product will be conveyed to the product stockyard and stacked by a radial stacker into three stockpiles – live, preliminary, and released.
The stockpiles will be compiled and checked at a contract laboratory to ensure shipping quality control before being released for haulage and handed over to the haulage contractor. The final product will be hauled to a 5mtpa export facility at the Port of Ashburton (POA) from where it will be shipped to customers.
Infrastructure at Robe Mesa iron ore project
The Northwest Coastal Highway (NWCH) and a dedicated 38km private access road provide the primary mine access.
The required power for the project will be generated using diesel power generators.
An accommodation village will be developed for the workers of the project.
Water will be pumped from the Eastern bore field pipeline and stored in a two million litre capacity raw water pond to use at the site and for processing.
Contractors involved
The DFS was undertaken by several specialists, including AQ2, a water management company; Bureau Veritas, a laboratory testing company; ERM, a high-voltage asset specialist; George Boucher Consulting, a construction specialist; and Graeme Campbell and Associates, specialists in materials characterisation.
Bamford Consulting Ecologists and Biota Environmental Science conducted the environmental assessment for the project, while Occidentalis provided environmental approvals support.
Greenlands Equipment, a water management specialist, was responsible for the water bore field design while McNally, a manufacturing and construction company, designed the mine village and buildings.
Mine Earth conducted the mine closure planning and NeoMet, a metallurgical consulting services provider, was responsible for the metallurgy.
Geotechnical engineering company Peter O’Bryan & Associates conducted the mine geotechnical studies and Snowden Optiro, a mining advisory company, was responsible for the mineral resources and ore reserves.
Process 26, an engineering and contracting company, was responsible for the process plant and POA export facility design and mechanical engineering and Shawmac was responsible for the civil and traffic engineering.
Consulting companies Social Licence and Tenement Solutions also contributed to the DFS of the Robe Mesa iron ore project.