


The Copper World project, situated in Arizona, US, represents one of North America’s highest-grade open-pit copper ventures.
Hudbay Minerals, the project owner, completed an enhanced preliminary feasibility study (PFS) of the project in September 2023, and estimated Phase one to cost approximately $1.3bn.
Recommended Buyers Guides
The Copper World project will have a 20-year operational lifespan with the potential for further expansion to 44 years in phase two. The first decade of production anticipates an average annual copper output of 92,000t.
Environmental permits, including permits for aquifer protection and air quality, are expected to be secured by 2024.
Location of Copper World project
The Copper World project is situated within the historic Helvetia-Rosemont mining district in Arizona. It occupies lands within townships 17, 18, and 19 South, ranges 15 and 16 East, Gila & Salt River Meridian, Pima County, Arizona.
The deposits are located at the northern tip and western slopes of the Santa Rita Mountain range, approximately 45km south-east of Tucson.
Geology and mineralisation of Copper World
The deposits reside in the Laramide belt, a prominent porphyry province extending approximately 965km from Arizona to Sinaloa, Mexico. The project area, part of the northern Santa Rita mountains, features a mix of Precambrian granite and interspersed Paleozoic and Mesozoic sediments.
Mineralisation at Copper World includes copper oxides and sulphides found within skarns and porphyritic intrusions. The primary mineralisation comprises copper, molybdenum, and silver-bearing sulphides, predominantly in stockwork veinlets and disseminated throughout the altered host rock at significant depths.
Reserves at Copper World
The proven and probable reserves at the Copper World project were estimated at 385.1 million tonnes (mt), grading 0.54% copper, 108g/t molybdenum, 0.02g/t gold and 5.4g/t silver as of January 2024.
Mining at the Copper World project
The Copper World project is set to employ a conventional open-pit mining method, utilising a truck and shovel fleet. The mining will be carried out in 15m and 30m benches, serviced by 255t capacity haul trucks.
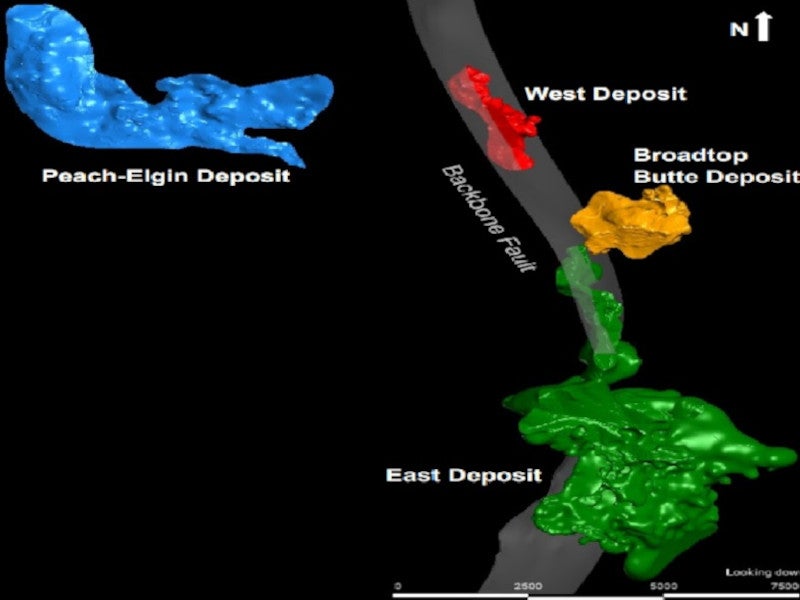
It will be conducted across four pits namely Peach-Elgin, Broadtop Butte, West, and East. The first three pits will have an average diameter of 4,000ft (1,219.2m) and a depth of 500ft (152.4m). The East pit will be notably larger, spanning 2.5km in diameter and reaching a depth of 685m.
The mining operations are anticipated to commence at the Peach-Elgin, West and Broadtop Butte pits during the first three years. The East pit is scheduled to commence operation from year three onwards.
In the first five years, the Peach-Elgin, West, and Broadtop Butte pits are expected to yield 90% of the mineral resources, with the East pit becoming increasingly significant from the fifth year of milling and leaching operations.
The mining fleet will comprise a range of equipment, including hydraulic shovels, front-end loaders, 250t haul trucks, blast hole drills, D10T track dozers, 834K wheel dozers, and 16M series motor graders.
Ore processing
The run-of-mine (ROM) ore will be crushed in a primary gyratory crusher at nominal and design feed rates of 3,333tph and 3,833tph, respectively.
The grinding circuit will include an open circuit, semi-autogenous grinding (SAG) mill followed by a ball mill, arranged in a closed circuit with a cyclone cluster with a nominal throughput of 2,720tph. The circuit will be designed to accommodate a future pebble crusher if necessary.
The SAG mill, equipped with pebble ports, will be discharged to a vibrating screen, with oversized material returning to the mill and undersized material combined with the ball mill discharge. The combined discharge will then be fed to the cyclone cluster, with process water added to maintain appropriate slurry densities.
The cyclone underflow will recirculate to the ball mill, while the overflow will proceed to the flotation feed conditioning tank.
In the bulk flotation stage, copper, molybdenum, silver, and gold will be recovered using Jameson cells. The bulk rougher concentrate will be further ground in an Isamill to a P80 of 35µm before entering the cleaner circuit while the tailings will be directed to the final tailings area. The cleaner circuit will produce the final bulk concentrate, with any residual metals recovered in the cleaner scavenger stage.
The underflow from the bulk concentrate thickener will be directed to the molybdenum-copper separation flotation conditioning tank, where it will be treated to suppress the copper minerals. The conditioned slurry is then subjected to rougher flotation in Jameson cells, enabling the selective recovery of molybdenum from the bulk concentrate.
The molybdenum rougher concentrate will undergo three stages of cleaner flotation with the final concentrate fed to a molybdenum thickener. The tailings from the molybdenum rougher flotation will be conveyed to the copper thickener. All cleaning processes will use Jameson cells.
The molybdenum concentrate will then be pumped to a high-rate thickener and the thickener underflow will be filtered to produce a cake with a moisture content of 15%, which will be reduced to 5% in a holoflite dryer and packed in bags.
The copper concentrate leaching process will involve ultrafine grinding and oxidation in Albion leach tanks, followed by sulphur recovery and purification. The oxidised concentrate will undergo flotation to recover elemental sulphur, which will be then purified and processed into sulphuric acid or sold.
Iron will be removed from the leach solution before it enters the solvent extraction and electrowinning stages, where copper will be recovered as LME Grade A cathodes. Precious metals will be extracted from the residue via a lime boil and cyanide leach process, with the final product being silver-gold Doré bars.
Site infrastructure at Copper World
The project is accessible from Santa Rita and Helvetia Roads from the west and Highway 83, over and across Forest Service roads from the east. A utility maintenance road will also be constructed, running alongside Santa Rita Road to provide access to the transmission powerline and waterline pipeline.
The power supply for the project will be secured from Tucson Electric Power (TEP), which will deliver electricity through a 138kV transmission line connected to the proposed Toro Switchyard, situated on private land approximately 5km south of Sahuarita Road and 5.6km east of the Country Club Road and Corto Road alignments.
Water requirements for the project will be met by wells located on the western flank of the Santa Rita Mountains.