
As the mining industry evolves and becomes more complex, so does the technology used in mining equipment. A number of different pumps, valves and compressors are now used throughout the mining process to increase performance and cost efficiency whilst reducing necessary maintenance and downtime.
Each technology can come with its disadvantages and advantages.
Go deeper with GlobalData
Discover B2B Marketing That Performs
Combine business intelligence and editorial excellence to reach engaged professionals across 36 leading media platforms.
Peristaltic pumps
Due to the mining industry handling corrosive and toxic materials with high specific gravities, peristaltic pumps can offer their propensity for handling abrasive, viscous and aggressive liquids where other pumps cannot. Peristaltic pumps have no valves, deals or glands that could leak, clog or need to be replaced and pumped fluid does not touch the pump itself, but is piped using a high-pressure hose capable of sustaining pressures up to 230psi.
These particular pumps operate on a positive-displacement principle shared by the human digestive system. Within the pump housing, rollers compress the hose against a semi-circular track. As the pressure points move along the hose, the fluid is pushed along in kind. As the pressure point moves forward, the hose resumes its previous shape, causing more fluid to be sucked forward in its place.
Peristaltic pumps can present huge advantages to the mining industry as a result of their design. As the material itself only comes into contact with the interior of the tube, which can easily be cleaned or sterilised, there is no contamination. The lack of valves, seals and glands make them comparatively easy and cost-efficient to maintain whilst being able to handle a multitude of materials and slurries.
Piston-diaphragm pumps
The notion of a piston-diaphragm pump is to prevent the transported materials from coming into contact with the pump’s pistons and seal components which, especially in the mining industry, can lead to unnecessary wear and damage.
The volume of chambers in the pump head is changed so that liquid enters through an inlet check valve during decompression and exits through an outlet check valve during compression, operating in a similar manner to conventional piston pumps.
High-temperature pumps
Mining operations, such as gold and nickel refining which use slurry can climb to temperatures ranging between 160 and 210 degrees celsius.
It is important that pumps selected for use in these operations are capable of maintaining their properties under this intense heat.
The common high-temperature pump uses a motor between five and 25hp to drive the material forward and is designed with a stainless steel shaft to handle the heat of the slurry passing through.
An iron propeller and volute are also used, while the pump itself is mounted to a heavy steel pedestal to compensate for its weight.
As the pumps are often centrifugal and bearings located outside of the material flowing through, little maintenance is necessary.
Slurry pumps
By transporting slurry and sludge produced in the mine, pumps of this nature have to be able to transport materials containing large quantities of solids and abrasives, such as sand or stones, without clogging or becoming damaged. Manufacturers have circumvented this problem by using denser materials, such as Ni-Hard 4 found in Grindex Bravo slurry pumps, inside the pump and hydraulic components.
Using the most technologically advanced materials available, the Bravo slurry pump can deliver between 30l/s and 130l/s.
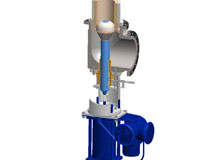
Special alloy valves
Special alloy valves are becoming increasingly important as high-performance alloys for use in corrosive environments like those found in the mining industry continue to develop technically.
With the increase in chemical processes, the use of special alloys has increased in kind.
This includes other valves, such as those with increased fire-resistance, to maintain a high level of performance under demanding circumstances and environments.
Ceramic plug and seat valves
Ceramic plug and seat valves can be used to control abrasive slurries and offer favourable results given their ability to achieve up to ten times the life of conventional control valves, reducing excessive downtime and maintenance costs that can potentially be incurred by frequent replacement.
Centrifugal air compressors
Centrifugal air compressors differ from other compressors by using a rotating disk in a shaped housing to force air to the rim of the impeller in order to increase the velocity of the gas.
A divergent duct section converts the velocity energy to pressure energy and they are capable of achieving extremely high output pressures in excess of 10,000psi, making them useful for large-scale mining operations.
Variable speed drive technology
Cost and energy efficiency are very much at the forefront of consumer needs.
Therefore, the technology behind air compressors is at the perfect stage to relay these benefits onto the user.
Compressors using variable speed drive technology alter their output automatically depending on the precise demand for air.
In doing so they can consume up to 35% less energy than applications with a fixed-speed output.
Compressed air distribution systems
The ability to manage the distribution of compressed air within the ambient temperatures of a mining facility is vital, and a number of advanced distribution systems are now available in order to fulfil this task successfully. Power-coasted aluminium tubes have become the industry standard because of their ability to sustain air pressure throughout the system, reducing energy consumption and operating costs of the equipment.
