
Drytech (Pty) Ltd
Bulk Material Handling and Separation Equipment for Mines
Subscribed
You have successfully submitted your enquiry. Someone from our company will respond ASAP
About Us
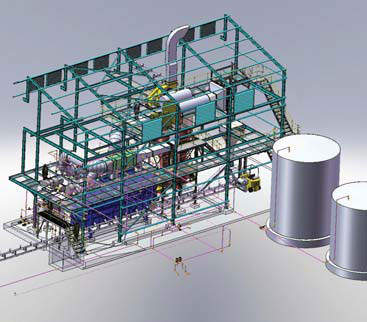
Established in 1982, Drytech is a dynamic company dedicated to specialising in high-tech engineering for the drying and processing industries. This philosophy extends from bulk material handling through to separation and drying equipment.
Bulk material handling equipment
Drytech has in-house expertise relating to material handling and conveying. In order to provide a complete thermal solution for a client’s process requirements, Drytech works on the total process design which includes the efficient and optimal handling of both wet and dry materials.
In particular, Drytech has access to the latest technologies available in material handling equipment ranging from dilute phase transfer systems through to dense phase systems. Accent is placed on a total design methodology, including the storage, handling and distribution of an array of material types, sizes and moistures.
Dust air separation equipment
Drytech has developed state-of-the-art systems for dust air separation on their drying, cooling and calcining plants. These systems comply with the most stringent environmental specifications and are currently performing at emission levels below 10mg/nm³. These are lower levels than achieved by electrostatic precipitators.


The concept comprises a triple stage system with primary cyclones and secondary multi-clones followed by specially designed bag-houses. These proven systems are now offered as a unit process to industry, for airflows from 1,000m³/hr to more than 250,000m³/hr. Applications cover a wide variety of products including those with sub-micronic particle size ranges.
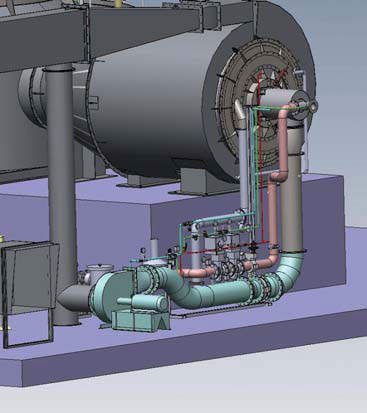
Roasting and calcination equipment
Rotary kilns / reactors with either an oxidising atmosphere or reducing atmosphere have been developed and implemented in various mineral processing environments in southern Africa and Australia. In particular Drytech has a proprietary high-temperature seal design developed and proven in-house for processes which require a reducing atmosphere.
These reactors are constructed from the latest high- temperature steels and can be configured with direct heating or indirect heating. Heating can be provided from a variety of energy sources namely, electric elements, gas and light distillate fuels.
Fluid bed roasting of mineral concentrates is an in-house specialty where client process development is undertaken on Drytech’s comprehensive fluid bed roasting pilot facility.
Fluidised media combustor
The fluidised media combustor has been installed in more than 15 applications in Southern Africa. It provides an accurately controlled stream of hot gas for the provision of heat to a downstream process. The current installations cover gas temperatures of 100°C -1,000°C, and outputs range from 2GJ/hr to 70GJ/hr.
The combustor is suitable for the burning of a wide range of coals, solid wastes and domestic wastes. The standard design uses computer-based control systems proven in industry over the past 15 years. Current systems incorporate the latest predictive control. They can be produced in a stripped down version to provide simple, cost-effective hot gas generation for low-tech applications.
The fluidised media combustor has a variety of unique control capabilities to match the system to industry’s needs. A choice of four start-up techniques are available using either oil, gas or charcoal fuels.
Contact Details
Website
Email Address
Address
Denver,
Johannesburg 2094,
Other,
South Africa