
Comex Air Classification ACX Series
The Comex air classifier has been developed at the SINTEF/NTNU laboratory in Norway.
Comex is known for its innovative sorting systems and pulverizing technology.
You have successfully submitted your enquiry. Someone from our company will respond ASAP

Comex is known for its innovative sorting systems and pulverizing technology.
We create our sorting systems for mines, processing plants, chemical plants, and recycling plants. Everywhere they bring measurable benefits, crucial for business success. They optimize production costs and increase the profitability of production processes by improving the quality of the final product.
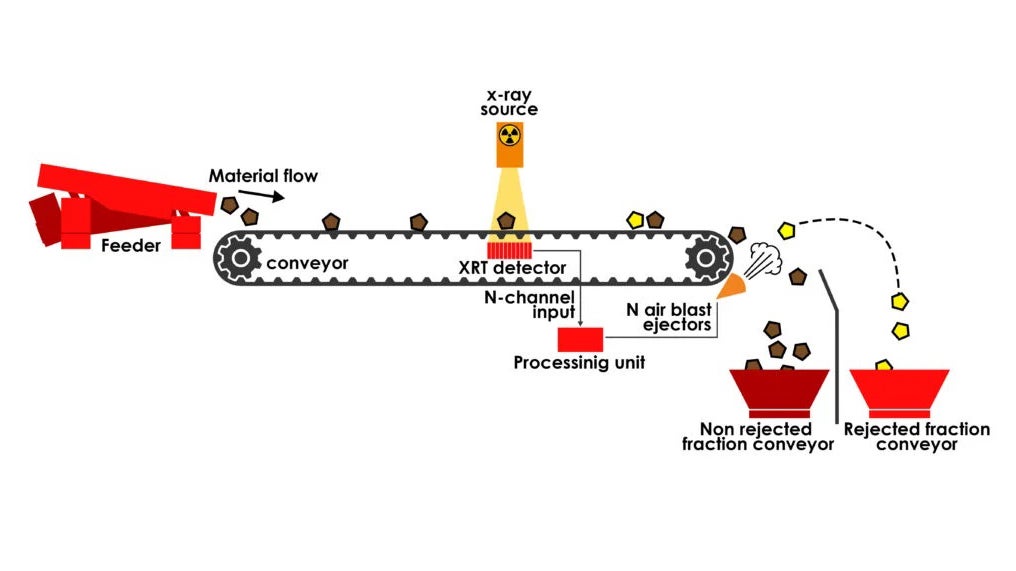
Sensor-based separation and identification provides possibilities to identify different particles or objects based on their colour, size, shape and texture. These technologies incorporate the image analysis techniques with unique software to identify and separate different objects.







Comex techniques are successfully used in many different areas where some materials can be purified in early process stages, bringing high potential for increased capacity, reduced waste emission and an increase into the quality of the finished product.
Comex offers complex and robust sorting systems, on a user-friendly platform, for the identification and sorting of particles based on different physical properties. This is achieved under recognition of individual response to colour, shape, size, surface texture, density, transparency, X-Ray transmission and thermal properties.
Comex sensor-based sorting systems can be applied in the mining of coal, industrial minerals, metal ores such as iron, chrome, tungsten, manganese and any minerals or materials with different densities. The modern pilot plant at Comex laboratories allows extensive testing prior to final industrial applications.
Key system features include a high separation efficiency of up to 99.9%, complete 2D/3D analysis of particle geometry and the possibility to separate materials by recognition of many different properties in the same unit. Typical application areas include on-site waste material separation between the mine and the processing plant but they can also be applied directly in the processing plant system.
The main benefits from applying the Comex sorting systems include cost savings and product quality increase. The cost savings are often possible to achieve by reduced energy consumption in the processing plant, reduced transport needs between the mine and the plant and reduced waste disposals from the plant. The product quality increase and increased recovery can be of critical importance for many mining operations.
Comex provides turnkey processing systems where all components can be supplied and matched together for optimal performance. This includes delivery of machinery and the components, as well as instrumentation and process control equipment for online control to achieve a stable operation of processing systems.
●Combination of different sensors in the same sorting unit
●High separation efficiency up to 99.9%
●AI powered advanced software providing complex analysis from different sensors
●High capacity flexibility for different throughputs
They guarantee high grinding capacity and significantly lower energy consumption compared to traditional methods. Comex pulverization technologies can produce materials with a grain size limit of 1.2 microns (d97) and at the same time show high efficiency for coarse grains.
It should also be noted that our powdering technology is a waste-free technology, which makes it environmentally friendly, and allows you to reduce environmental pollution to zero.
Comex jet mills are mainly used in the production of materials for special applications, often for minerals that are abrasive, or when the grinding process has to be carried out in ultra-high purity conditions. Extremely low wear rate of the mill parts provides more and more innovative applications.
Comex jet mills incorporate a grinding chamber with air nozzles and a built-in ACX air classifier. This classifier type provides high classification efficiency, which significantly increases grinding capacity of the complete system.
Capacity increases have been experienced when old jet mills have been replaced with Comex jet mills in many grinding operations. Comex jet mill units can be equipped with online particle size control if direct control of the produced material is important.
Key benefits include ultra-fine and high-efficiency processing, low energy requirements when compared to other jet mill types, fine particle size of the product down to D97=2 microns and possibilities for minor corrections of the particle shape. Easy procedures for maintenance of the mill and simple access to different mill sections significantly reduce the operating cost of the machine.
By using our powdering systems, you ensure:
At Comex, we offer advanced particle characterization systems from the grinding process. Our solutions provide full product quality control. They also allow to optimize the production process of loose materials.
The particle characterization system guarantees:
Comex AS is a spin-off company from the SIM Investment Group and SINTEF Materials Technology, which is the biggest research institution in Scandinavia. Most of the technologies offered by Comex today were developed at the SINTEF and NTNU University laboratories. Many of them represent state-of-the-art separation and classification techniques.
Our own testing laboratory allows us to carry out a full analysis of samples provided by customers. In this way, we calibrate devices for individual, specific needs. Our sorting systems are the perfect answer to your technological challenges.
Comex’s operations also face one of the most important global challenges, which is environmental protection. The separation solutions we create have a positive impact on nature. They allow you to reduce energy consumption, and their use makes it possible to obtain more environmentally friendly parameters.
The Comex air classifier has been developed at the SINTEF/NTNU laboratory in Norway.
Due to the unique construction of the Comex jet mill, high energy efficiency can be achieved.
Sensor-based sorting and identification is widely used by different industries. Lately, the importance of material recycling has created new requirements and needs for separation generally. The need to use all type of materials in a better way has led to a stronger focus on efficient mining and re-use and recycling of materials.