


The Crawford nickel sulphide project in Ontario, Canada, is being developed by Canada Nickel Company (CNC), an exploration company focused on nickel.
CNC acquired the project from mineral exploration company Noble Mineral Exploration in November 2019.
Recommended White Papers
Recommended Buyers Guides
A memorandum of understanding was signed by CNC with Mattagami First Nation and Matachewan First Nation in 2020 regarding the exploration and development activities at the project.
A bankable feasibility study (BFS) for the project was filed in November 2023, which highlighted a mining life of 41 years for an investment of approximately C$2.3bn ($1.67bn).
Subsequently, CNC submitted the Crawford project Impact Statement to the Impact Assessment Agency of Canada (IAAC) in November 2024.
In January 2026, the Ontario Government officially designated the Crawford nickel project as the second development to move forward under the province’s newly introduced One Project, One Process (1P1P) framework.
The 1P1P model aims to streamline Ontario’s approvals and assessment pathways for large-scale mining projects by synchronising schedules, clarifying ministry accountabilities, and improving cross-government data and communication flows.
In May 2026, CNC reported that the IAAC had released the draft Impact Assessment Report for the project. The publication marks further progress towards a final federal permitting determination, which the company expects in early summer 2026.
The Crawford nickel sulphide project is due to begin commercial operations in late 2027.
Crawford project location
The Crawford nickel sulphide project is located 42km north of Timmins in the Timmins-Cochrane Mining Camp of north-eastern Ontario. It lies in the western part of the mineral-rich Abitibi Greenstone Belt, which runs along the Ontario-Quebec provincial boundary and is the world’s largest and best-preserved greenstone belt.
The property covers approximately 9,611 hectares (23,749 acres), comprising a mix of patented land holdings under Crown patents and unpatented mining claims held through staking.
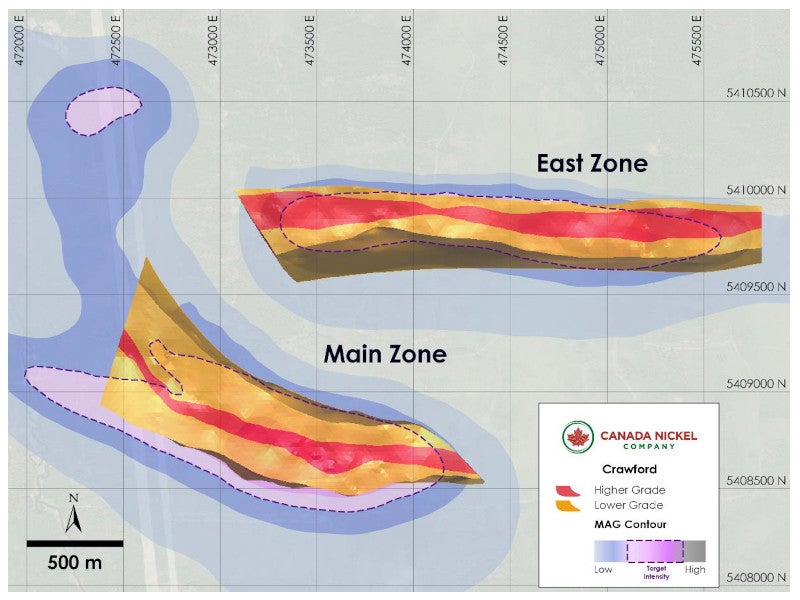
The Crawford project is primarily composed of two deposits, namely the Main Zone and the East Zone.
Geology and mineralisation
The Crawford Project is located on the western flank of the mineral-rich Abitibi Greenstone Belt within Canada’s Superior Province. It stretches for around 700km along a south-east to north-west trend and roughly 350km from north to south, comprising several major east-trending sequences of folded volcanic and sedimentary rocks with associated felsic to ultramafic intrusions.
The nickel sulphide mineralisation at the Crawford project is characterised as a komatiite-hosted nickel, copper, cobalt and platinum-group element deposit, which is similar to the Dumont nickel deposit in Quebec, Canada.
Nickel mineralisation in the main zone is a mixture of pentlandite, heazlewoodite and awaruite, which combine to form the high-grade core. Heazlewoodite and awaruite, with minor levels of pentlandite, are the predominant nickel minerals in the low-grade domains.
Most of the nickel mineralisation in the east zone is made up of heazlewoodite, with smaller amounts of awaruite.
Reserves of the Crawford project
The proven and probable mineral reserves at the Crawford nickel sulphide project were estimated at 1.72 billion tonnes (bt), grading 0.22% nickel with 3.79 million tonnes in contained metal as of August 2023.
Mining at Crawford nickel sulphide project
The Crawford nickel sulphide project will be operated as an open-pit mine with no drilling or blasting required.
The plan involves mining two distinct but partially overlapping pits. Each pit contains broadly similar ore tonnage, with the Main Zone benefitting from a lower stripping ratio while the East Zone delivers higher average ore grades.
Where clay forms the footwall, mining will be carried out using 120t-class backhoe excavators loading 40t articulated trucks. In areas where the footwall comprises sand and till, 300t electric face shovels will load 90t trucks, including material from mixed clay, sand and till benches.
A 7.5m bench height will be used down to RL180, around 90m below the average surface elevation. Within this interval, 1.04bt of rock, representing 63% of the material mined on 7.5m benches, will be handled mainly by 700t face shovels. Smaller volumes will be loaded using 50t payload front-end loaders and 100t-payload rope shovels, with all three loading fleets feeding 290t trucks fitted with autonomous haulage systems and trolley assist.
For pioneer work on the first rock bench, small diesel-powered drills operated conventionally will drill 127mm blast holes. Below that level, larger electrically powered drills with an autonomous drilling system will be used to drill 229mm holes on 7.5m benches and 271mm holes on 15m benches. Final walls will be pre-split, with pre-split holes drilled using the same equipment deployed during pioneering.
The production fleet will be backed by support equipment such as tracked and wheeled dozers, front-end loaders, graders, water tankers and utility excavators.
Processing details
The process plant will be built around a staged expansion to optimise capital deployment, with throughput increasing across the life of mine. In phase one, covering years one to three, the plant will be designed for 21.9 million tonnes per annum (mtpa). Phase two will replicate the phase one configuration and will lift total capacity to 43.8mtpa by the fifth year of operations.
The processing flowsheet comprises two-stage crushing followed by stockpiling. Ore is subsequently reclaimed to the comminution circuit, where it passes through a semi-autogenous and ball configuration (semi-autogenous grinding mill plus ball mill) operating in closed circuit with a cyclone cluster. Cyclone overflow is then treated in a desliming cyclone cluster, with the desliming overflow directed to tailings and the underflow feeding the coarse rougher and cleaner flotation circuits.
The initial cleaner concentrate is sent to a dedicated regrind mill to achieve additional particle size reduction before undergoing further cleaner flotation to improve concentrate grade.
Coarse flotation tailings will be milled in a closed-circuit ball mill, then deslimed, before passing through fines rougher and cleaner flotation. The first cleaner concentrate from this stream will also be reground before additional cleaning stages. Concentrates from both flotation circuits will be routed to a shared thickener and filter for dewatering, then stockpiled.
Fines flotation tailings will then be treated through three stages of magnetic separation, with a dedicated regrind mill providing further size reduction between stages. The magnetic concentrate will be processed through a sulphide flotation stage, after which the resulting concentrate will be dewatered and filtered before stockpiling.
Magnetic separation tailings are blended with the deslime cyclone overflow and sent for thickening. The thickened tailings are pumped through a series of tanks where carbon dioxide is injected to enable capture and sequestration within the tailings storage facility.
Infrastructure of the Crawford project
The Crawford project is accessible from Provincial Highway 655, with entry provided via a network of local bush roads.
A 25.2km rail spur that services the processing plant is due to be developed for the project. The rail spur will connect to Glencore’s Kidd Operations rail line.
Power requirements for the Crawford mine will be supplied by Ontario’s electricity transmission and distribution utility, Hydro One Networks. The required transmission infrastructure will be developed in two phases.
In phase one, a 40km single circuit 230kV transmission line will be built between Hydro One’s Porcupine Substation near Timmins, Ontario, and a new 230/34.5kV switching station at the south-west corner of the Crawford Mine site. This initial line is intended to meet the mine’s opening demand up to 150MW.
Phase two will involve an additional 40km single circuit 230kV line. For both phases, the transmission lines will be financed, built, owned, operated and maintained by the electric transmission company, Transmission Infrastructure Partnerships 1 (TIP1), under a transmission service and project development agreement signed with CNC.
Process makeup water for the plant will be drawn from the tailings management facility collection ponds and supplemented by pit dewatering.
Potable water will be provided from groundwater abstracted via water wells to the west of the process plant. This supply will be treated through a reverse osmosis system to meet provincial drinking water standards before being transferred to the potable water storage tank.
Project financing
In September 2024, Canada Nickel received a letter of interest from Export Development Canada (EDC) indicated EDC’s interest in arranging up to $500m in long-term project debt to support development of the project.
In February 2026, Canada Nickel closed a $32m bridge loan facility with Auramet International. The company stated that the funds will be used to further progress its Crawford nickel sulphide project and to repay an existing loan with BT Strategic Minerals Assets, whose anchor investor is Baronet Capital.
Contractors involved in the Crawford project
The technical report and preliminary economic assessment for the project were prepared by Ausenco Engineering Canada, an engineering company; Caracle Creek International Consulting, a mineral exploration consulting company; and Wood Canada, a consulting and engineering company.
The BFS was prepared by Ausenco Engineering Canada, along with independent mining consultant David Penswick, SRK Consulting, WSP Canada, Stantec Consulting, JL Richards & Associates and BBA.
Ausenco Engineering Canada was also responsible for the front-end engineering design for the project, which commenced in April 2024 and was completed in March 2025. The company was retained in January 2026 via a contract for the detailed engineering of the process plant and supporting infrastructure.
CNC signed two agreements with Hydro One in March 2026 for the commencement of engineering and design work for the line terminal connectivity of the project to the grid.
Engineering and consulting company Golder and Wood Canada was appointed to collect the environmental data needed for the environmental and social impact assessment.
Transfer Environment and Society, a consultancy specialising in community engagement, was contracted to design and implement the community consultation approach.