



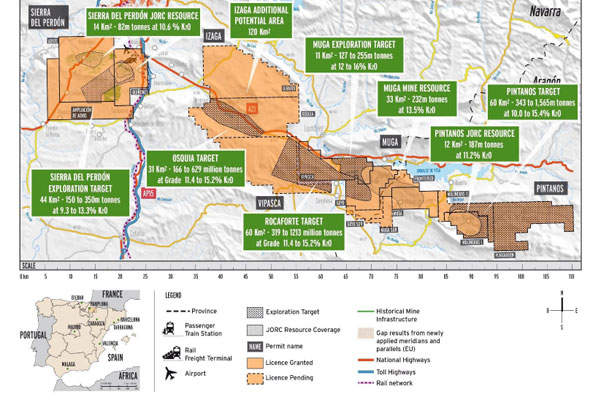

The Muga potash mine is located approximately 50km south-east of Pamplona, straddling the communities of Undués de Lerda and Urriés in Aragón Province, and Sangüesa and Javier in Navarra Province, Spain. Covering an area of approximately 80km², the project is one of the five potash projects owned solely by Highfield Resources in northern Spain.
Recommended White Papers
Recommended Buyers Guides
W Resources is developing the La Parrilla tungsten mine and a tungsten tailings project in Spain.
The pre-feasibility study (PFS) for the project was completed in May 2014 and the definitive feasibility study (DFS) was completed in March 2015. Construction is scheduled to start in late 2015, first production is anticipated in 2017 and full production is anticipated in 2019.
The project is expected to produce 1.12 million tonnes (Mt) of K60 granular potash a year at full production capacity. The estimated life of the mine is 24 years.
The potash project is expected to generate up to 1,000 jobs during the construction phase, and approximately 500 direct jobs and 900 indirect jobs for operations and maintenance of the mine when it starts production.
Muga mine geology and reserves
The mineralised zones are situated across multiple interbedded and folded sylvinite and halite rocks, with majority of the mineralisation occurring at less than 200m depth from the surface.
As of March 2015, the mineral resource estimate (MRE) for the project was 302.4Mt with an average grade of 11.5% K2O, whereas the combined measured and indicated resources were estimated to be 239Mt with an average grade of 11.3% K2O.
The combined proven and probable sylvinite ore reserves were estimated to be 146.01Mt with average grade of 12.73% K2O, of which the project aims to recover 138Mt.
Mining and processing at the Spanish potash mine
The mining method proposed for the project is conventional underground mining using continuous miners, road headers and conveyors. The ore will be extracted using room and pillar mining, wherein rooms or chambers are mined leaving behind pillars to support the overburden and provide the necessary stability to avoid sinking or collapse.
The proposed processing plant will integrate a two-stage crushing process, attrition scrubbing and hydro-cyclone de-sliming facilities, and a potassium chloride (KCl) froth flotation circuit. The processing plant will be located at Sangüesa.
The product will further be dried using fluid bed dryers and converted from standard to granulated muriate of potash (MOP) at the compaction and glazing circuits.
Proposals are also being made to add a 1.3Mt capacity crystallisation processing plant to process the slime tailings produced by the mine to produce by-products including 135,000t of K62 granular potash and 260,000t of an industrial grade salt (NaCl). Production from the proposed facility is expected to start in 2019.
Product transport from Highfield Resources’ flagship project
The product from the project will be conveyed by 20t trucks to domestic customers, and further to the Ports of Pasajes and Bilbao for export primarily to Brazil and North-West Europe.
Infrastructure for Muga potash mine
Up to 60MVA of electricity will be reserved for the project at Iberdrola’s Racaforte substation, located approximately 9km from the project site, whereas the water requirements for operations will be met through ground and rainwater harvesting.
Majority of the tailings are proposed to be backfilled in the underground rooms, while the remainder will be stored in the tailings facilities.
The project also involves upgrade of the existing roads, construction of product storage and handling facilities at the two ports, and installation of gas facilities and telecommunication networks at the project site.
Financing the potash project
The total capital cost of the project is estimated to be $354m, whereas the pre-production cost estimated to be $256m.
A €222m ($241m approximately) loan for the project will be arranged by the mandated lead arrangers, including BNP Paribas, ING Bank, Societe Generale Corporate annd Investment Banking, and Banco Santander.
Key players involved
The project’s mineral resource estimate was prepared by Agapito Associates, whereas the ore reserve estimate was prepared by Consultores Independientes en Gestión de Recursos Naturales (CRN).
The detailed process flow sheet design for the crystallisation processing plant was prepared by GEA Messo, while K-UTEC provided the initial assessment of the metallurgical properties of the Muga slimes.
The detailed metallurgical test work was performed by EngComp with assistance from the University of Barcelona for mineralogy and petrography, SRC Labs for liberation analysis, Advanced Mineral Processing (AMP) for attrition scrubbing, and AGQ Labs and Technical Services for flotation test.


